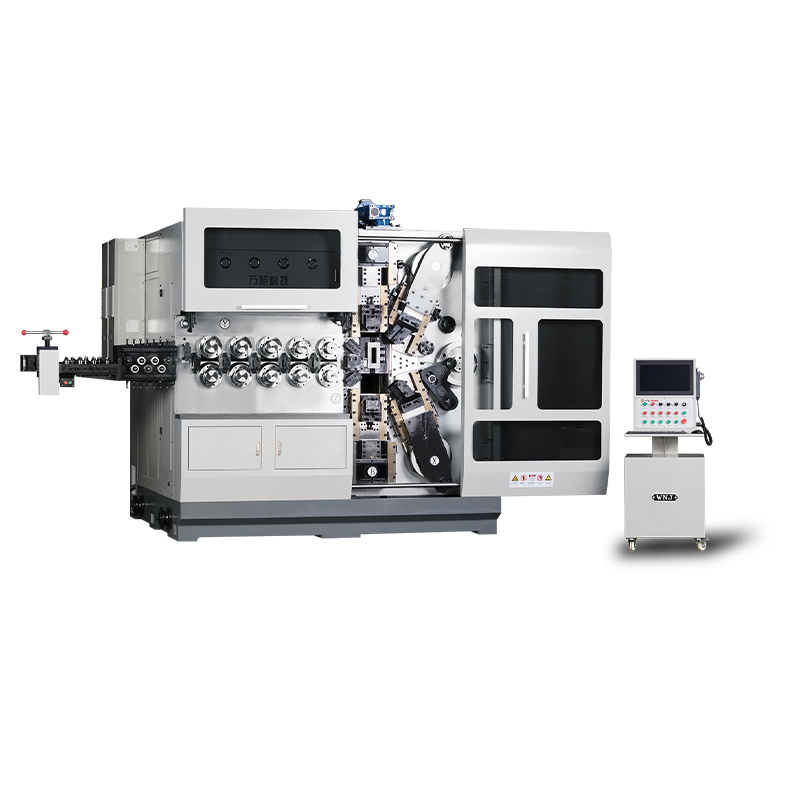
Cấu trúc làm thẳng: Vị trí của cơ cấu làm thẳng nằm giữa khung cấp liệu và con lăn cấp liệu. Nó bao gồm hai bộ con lăn làm thẳng. Mục đích của hệ thống làm thẳng là loại bỏ biến dạng uốn ban đầu của dây. Dây lò xo có thể được duỗi thẳng sau khi duỗi thẳng. Việc đưa vào máy tạo hình có lợi cho
máy lò xo dây để cải thiện độ chính xác của lò xo cuộn.
Cấu trúc cấp liệu: Đây là thiết bị vận chuyển dây lò xo được điều khiển bởi máy lò xo dây. Đó là một cặp hoặc hai cặp bánh xe cấp liệu để nén dây. Nó được hoàn thành bởi một bánh răng không hoàn chỉnh hình quạt dẫn động bánh răng trên trục bánh cấp liệu thông qua chuyển động quay của bánh cấp liệu. Nó có thể được xác định bằng số vòng quay của bánh xe cấp liệu.
Cấu trúc đường kính thay đổi: Là cơ cấu điều khiển đường kính ngoài của dây cót khi dây cót được quấn. Thiết bị bao gồm hai thanh đẩy và một cam giảm tốc dẫn động các thanh đẩy. Khi máy lò xo cuộn tạo ra các lò xo có đường kính thay đổi như trùm, côn cụt và hai bu lông ở phía trước và phía sau của lò xo được nới lỏng khỏi kích phía trên, để kích có thể giãn nở qua lại trong giá đỡ dụng cụ để thay đổi đường kính của lò xo bên ngoài. Kích được dẫn động bởi cam giảm tốc để đạt được mục đích tạo ra các lò xo giảm tốc khác nhau.
Cấu trúc bước thay đổi: Là cơ cấu điều khiển bước của lò xo. Nói chung, có hai loại máy lò xo cuộn. Một chiếc bao gồm một con dao chĩa và một cam có góc thay đổi. Cam biến thiên dùng để điều khiển số vòng quay hiệu dụng của lò xo, bu-lông dưới dao bước điều chỉnh độ cao của lò xo; thứ hai là dùng cam dẫn động thanh nối để đẩy dao bước ra khỏi máy, tốt hơn nên dùng lò xo có bước bước lớn.
Cấu trúc cắt: Sau khi dây thép được quấn và tạo hình, việc cắt dây thép là thao tác xử lý cuối cùng của lò xo rơi xuống. Khi cắt lò xo người ta thực hiện bằng dao và lõi. Đây là cấu trúc xử lý cuối cùng của quá trình xử lý lò xo.







 Language
Language  中文简体
中文简体

