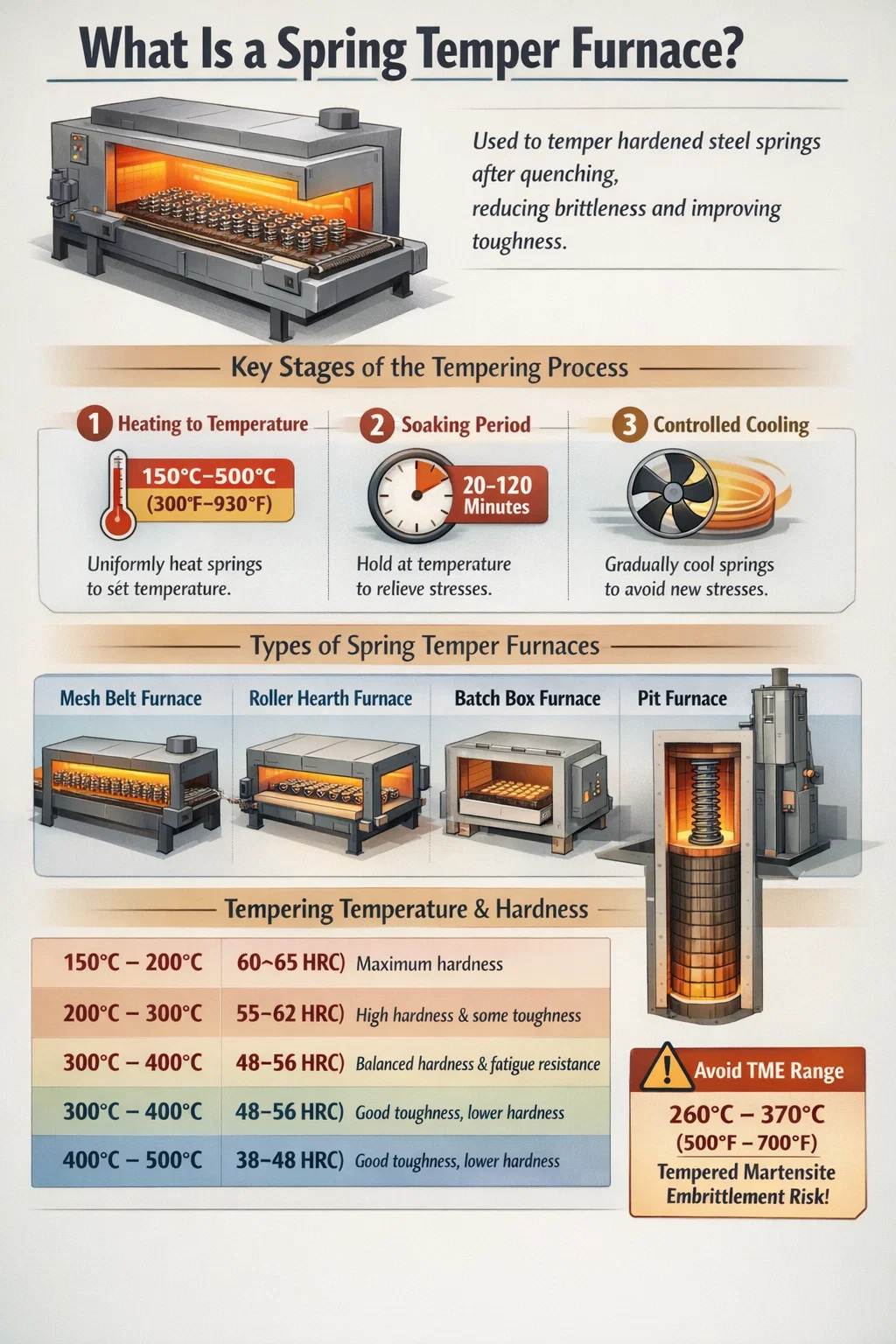
Lò ủ lò xo là một loại lò xử lý nhiệt công nghiệp được thiết kế đặc biệt để tôi lò xo thép sau khi đông cứng. Công việc chính của nó là hâm nóng thép lò xo đã cứng đến nhiệt độ được kiểm soát - thường là giữa 150°C và 500°C (300°F đến 930°F) - giữ nó ở đó trong một khoảng thời gian xác định và sau đó để nó nguội một cách có kiểm soát. Quá trình này làm giảm các ứng suất bên trong được tạo ra trong quá trình làm nguội và làm cứng, điều chỉnh độ cứng đến một phạm vi xác định và khôi phục mức độ dẻo dai và đàn hồi mà một lò xo cứng hoàn toàn sẽ không có.
Nếu không được tôi luyện, lò xo cứng sẽ giòn và dễ bị gãy đột ngột khi chịu tải. Lò tôi luyện lò xo là thiết bị biến đổi một bộ phận cứng nhưng dễ vỡ thành một bộ phận bền, chịu tải, chống mỏi, có khả năng hoạt động đáng tin cậy qua hàng triệu chu kỳ nén hoặc kéo dài.
Trong môi trường sản xuất, lò ủ lò xo được tìm thấy trong các lĩnh vực sản xuất ô tô, hàng không vũ trụ, sản xuất dụng cụ chính xác và máy móc hạng nặng. Chúng có nhiều cấu hình - lò liên tục đai lưới, lò nung con lăn, lò hộp mẻ và lò hầm - mỗi lò phù hợp với hình dạng lò xo, khối lượng sản xuất và thông số kỹ thuật hợp kim khác nhau.
Nguyên lý làm việc của lò luyện lò xo tập trung vào chu trình nhiệt chính xác. Sau khi lò xo thép được làm cứng - thường bằng cách austenit hóa ở nhiệt độ trên 800°C (1470°F) và sau đó được làm nguội nhanh chóng trong dầu, nước hoặc polyme - cấu trúc vi mô martensitic được hình thành cực kỳ cứng nhưng chịu ứng suất cao và giòn. Việc ủ trong lò luyện lò xo giải quyết vấn đề này bằng cách kích hoạt một chuỗi các phản ứng luyện kim ở trạng thái rắn.
Lò làm nóng tải lò xo đồng đều đến nhiệt độ ủ mục tiêu. Tính đồng nhất là rất quan trọng - sự chênh lệch nhiệt độ thậm chí ±10°C trên tải có thể tạo ra các giá trị độ cứng không nhất quán. Lò nung lò xo chất lượng cao sử dụng nhiều vùng gia nhiệt được kiểm soát độc lập, quạt đối lưu cưỡng bức và các bộ phận gia nhiệt mật độ cao hoặc ống bức xạ để đạt được độ đồng đều nhiệt độ trong phạm vi ±5°C trong toàn bộ buồng làm việc.
Khi đạt được nhiệt độ mục tiêu trên toàn bộ mặt cắt lò xo, lò sẽ duy trì nhiệt độ đó trong thời gian ngâm. Việc ngâm cho phép các nguyên tử carbon bị giữ lại trong mạng martensite bắt đầu khuếch tán và hình thành kết tủa cacbua. Lượng mưa cacbua này làm giảm sức căng của mạng, giảm độ giòn và phục hồi độ dẻo. Thời gian ngâm khác nhau tùy thuộc vào độ dày của phần và kích thước lò xo - lò xo dây nhỏ có thể chỉ cần 20 đến 30 phút , trong khi lò xo cuộn nặng hoặc thanh xoắn có thể yêu cầu 60 đến 120 phút hoặc hơn thế nữa.
Sau khi ngâm, các lò xo được làm mát - bằng cách làm mát không khí bên trong lò, bằng tiền đình làm mát không khí được kiểm soát hoặc bằng cách đưa ra không khí xung quanh. Tốc độ làm mát sau khi ủ thường ít quan trọng hơn so với quá trình đông cứng, nhưng vẫn phải được quản lý. Làm nguội nhanh từ nhiệt độ ủ có thể gây ra ứng suất bề mặt, vì vậy hầu hết các lò ủ lò xo cho phép làm mát dần dần, đặc biệt đối với các tiết diện lò xo lớn hơn.
Nhiều lò luyện lò xo hoạt động trong môi trường được kiểm soát - điển hình là nitơ, khí thu nhiệt hoặc hỗn hợp nitơ-metanol - để ngăn chặn quá trình oxy hóa bề mặt và khử cacbon trong chu trình ủ. Quá trình oxy hóa bề mặt có thể làm giảm tuổi thọ mỏi và khả năng chống ăn mòn, hai đặc tính quan trọng nhất trong các ứng dụng lò xo. Lò nung khí quyển bảo vệ làm tăng thêm độ phức tạp và chi phí nhưng là thiết bị tiêu chuẩn trong sản xuất lò xo chính xác cho lò xo van ô tô, lò xo bánh đáp máy bay và lò xo dụng cụ phẫu thuật.
Nhiệt độ ủ được chọn trong lò ủ lò xo quyết định trực tiếp đến các tính chất cơ học cuối cùng của lò xo thành phẩm. Đây không phải là một sự điều chỉnh nhỏ - một sự khác biệt 50°C ở nhiệt độ ủ có thể thay đổi độ cứng từ 3 đến 6 điểm HRC và làm thay đổi đáng kể các giá trị độ bền kéo và độ giãn dài.
| Phạm vi nhiệt độ ủ | Độ cứng điển hình (HRC) | Kết quả tài sản chính | Ứng dụng mùa xuân chung |
|---|---|---|---|
| 150°C – 200°C (300°F – 390°F) | 60 – 65 HRC | Độ cứng tối đa, độ dẻo hạn chế | Lò xo dụng cụ chính xác |
| 200°C – 300°C (390°F – 570°F) | 55 – 62 HRC | Độ cứng cao với một số độ dẻo dai | Lò xo đồng hồ, lò xo khóa |
| 300°C – 400°C (570°F – 750°F) | 48 – 56 HRC | Cân bằng độ cứng và khả năng chống mỏi | Lò xo van ô tô, lò xo treo |
| 400°C – 500°C (750°F – 930°F) | 38 – 48 HRC | Độ dẻo dai tốt, độ cứng thấp hơn | Lò xo cuộn chịu tải nặng, lò xo đường sắt |
Một vùng quan trọng cần tránh là phạm vi làm giòn martensite (TME) , thường là giữa 260°C và 370°C (500°F đến 700°F) . Việc ủ trong phạm vi này thực sự có thể làm giảm độ dẻo dai hơn là cải thiện nó, một hiện tượng gây ra bởi sự kết tủa của cacbua ở ranh giới hạt austenite trước đó. Những người vận hành lò ủ lò xo có trách nhiệm thiết kế chu trình ủ của họ ở mức dưới hoặc vượt quá phạm vi này thay vì ở trong đó. Đây là một lý do tại sao thông số kỹ thuật lò xo van ô tô thường chỉ định nhiệt độ ở mức từ 380°C đến 420°C trở lên.
Ngành công nghiệp lò xo sử dụng một số cấu hình lò riêng biệt cho quá trình ủ lò xo. Mỗi loại đều có những ưu điểm kỹ thuật giúp nó phù hợp hơn với các loại lò xo, khối lượng sản xuất hoặc hệ thống hợp kim cụ thể.
Lò đai lưới là cấu hình phổ biến nhất trong sản xuất lò xo khối lượng lớn. Lò xo được tải lên một đai lưới thép không gỉ đưa chúng liên tục qua các vùng gia nhiệt, ngâm và làm mát. Tỷ lệ sản xuất có thể đạt 500 đến 2.000 kg/giờ tùy theo chiều dài và chiều rộng của lò. Tốc độ băng tải và nhiệt độ vùng được điều chỉnh độc lập, cho phép kiểm soát chính xác thời gian ngâm và nhiệt độ. Lò nung đai lưới lý tưởng cho lò xo cuộn vừa và nhỏ, lò xo dạng dây và lò xo phẳng. Hạn chế chính là lò xo quá khổ hoặc nặng có thể làm biến dạng dây đai theo thời gian.
Lò nung con lăn sử dụng con lăn làm mát bằng nước hoặc hợp kim để truyền lò xo qua lò trên khay hoặc đồ đạc. Chúng xử lý tải nặng hơn hệ thống đai lưới, chứa các cụm lò xo lớn hơn và cho phép kiểm soát không khí chính xác hơn. Những lò này thường dùng để tôi luyện cuộn dây treo ô tô, thanh ổn định và lò xo xoắn. Nhiệt độ làm việc dao động từ môi trường xung quanh đến 700°C (1290°F) trong hầu hết các thiết kế lò sưởi con lăn, với độ đồng đều nhiệt độ rất chặt chẽ - thường là ±4°C - có thể đạt được trong các hệ thống hiện đại.
Lò nung hàng loạt được nạp một lượng lò xo cố định, đưa đến nhiệt độ, ngâm và sau đó dỡ ra. Chúng mang lại sự linh hoạt tối đa - cùng một lò có thể xử lý nhiều kích cỡ lò xo và thông số kỹ thuật khác nhau ở các ca khác nhau. Điều này làm cho chúng trở nên phổ biến trong các cửa hàng việc làm và môi trường sản xuất quy mô trung bình. Sự đánh đổi là năng suất thấp hơn và nhu cầu thời gian ngâm nhiệt đủ lâu để đảm bảo nhiệt độ đồng đều trong toàn bộ mẻ. Một lò hộp mẻ được thiết kế tốt dùng để ủ lò xo thường sẽ có đặc điểm: quạt tuần hoàn cưỡng bức để đảm bảo độ đồng đều nhiệt độ trong phạm vi ±5°C ngay cả khi được nạp điện tích dày đặc.
Đối với các lò xo dài, thanh xoắn hoặc bó lò xo lá không thể dễ dàng đặt phẳng, lò nung đứng là một giải pháp thiết thực. Cụm lò xo hoặc lò xo được treo thẳng đứng trong buồng lò. Điều này ngăn ngừa sự biến dạng do trọng lực, đây là mối lo ngại thực sự khi tôi luyện các thanh dài hoặc gói lò xo nhiều lá. Lò nung dùng để ủ lò xo thường được đốt bằng khí đốt và có thể đạt tới độ sâu 2 đến 6 mét , chứa các thành phần rất dài trong một diện tích bề mặt nhỏ gọn.
Lò ủ muối sử dụng muối nitrat hoặc clhoặcua nóng chảy làm môi trường gia nhiệt. Các lò xo được ngâm trong bể muối lỏng, cung cấp truyền nhiệt cực nhanh và đồng đều - nhanh hơn nhiều so với đối lưu không khí. Điều này dẫn đến thời gian chu kỳ rất ngắn và độ ổn định nhiệt độ tuyệt vời. Lò nung muối đặc biệt có giá trị để tôi luyện các lò xo chính xác, nơi yêu cầu dung sai độ cứng chặt chẽ (± 1 HRC). Những thách thức vận hành chính là quản lý ô nhiễm muối, tách khói và nguy cơ tiềm ẩn của muối nóng chảy ở nhiệt độ vận hành từ 160°C đến 550°C.
Hiểu được những gì bên trong lò ủ lò xo giải thích tại sao một số lò tạo ra kết quả tốt hơn những lò khác. Mỗi thành phần góp phần tạo nên sự đồng đều về nhiệt độ, tính toàn vẹn của bầu không khí và độ lặp lại quyết định chất lượng lò xo cuối cùng.
Quá trình ủ lò xo không phải là một quy trình phù hợp cho tất cả. Các hợp kim thép lò xo khác nhau phản ứng khác nhau với quá trình xử lý nhiệt và lò luyện lò xo phải được thiết lập với nhiệt độ chính xác cho hợp kim cụ thể đang được xử lý.
Thép có hàm lượng carbon cao là vật liệu lò xo phổ biến nhất và là mục tiêu chính cho lò luyện lò xo. Hàm lượng cacbon của chúng 0,60% đến 1,00% mang lại cho chúng khả năng đạt được độ cứng rất cao sau khi tôi. Các loại này thường được tôi luyện ở nhiệt độ từ 200°C đến 400°C. Ở 300°C, thép lò xo 1080 thường đạt được độ bền kéo khoảng 1.800 đến 2.000 MPa với độ cứng trong khoảng 52 đến 57 HRC.
Hợp kim silicon-crom mang lại khả năng chống giãn vượt trội khi chịu tải - một đặc tính quan trọng đối với lò xo van và lò xo treo. Các lớp này thường được tôi luyện ở nhiệt độ cao hơn, thường 420°C đến 480°C , để kích hoạt đầy đủ các cơ chế tăng cường do silicon và crom cung cấp. Ở nhiệt độ này, lò tôi luyện lò xo phải duy trì tính đồng nhất rất chặt chẽ vì đường cong phản ứng tôi dốc - độ lệch nhiệt độ nhỏ tạo ra sự phân tán độ cứng đáng chú ý.
6150 là hợp kim phổ biến cho lò xo cuộn ô tô và công nghiệp và lò xo phẳng. Việc bổ sung vanadi sẽ tinh chỉnh cấu trúc hạt và tăng độ cứng. Nhiệt độ ủ của 400°C đến 500°C là điển hình, dẫn đến độ bền kéo trong phạm vi 1.600 đến 1.900 MPa tùy thuộc vào kích thước phần và nhiệt độ ủ cụ thể.
Thép lò xo không gỉ cần được xem xét đặc biệt. Các cấp độ cứng do kết tủa như 17-7 PH được tăng cường bằng các phương pháp xử lý lão hóa ở nhiệt độ cụ thể - thông thường 480°C (Điều kiện CH900) or 510°C (Điều kiện RH950) - chứ không phải bằng chu trình làm nguội và tôi luyện thông thường. Lò nung lò xo được sử dụng cho lò xo không gỉ phải cung cấp khả năng kiểm soát không khí rất chính xác để ngăn chặn sự suy giảm crom trên bề mặt, điều này sẽ ảnh hưởng đến khả năng chống ăn mòn.
Lò luyện lò xo chỉ hoạt động tốt khi có hệ thống kiểm soát chất lượng xung quanh nó. Các nhà sản xuất lò xo hoạt động theo tiêu chuẩn chất lượng ô tô hoặc hàng không vũ trụ duy trì các biện pháp kiểm soát quy trình nghiêm ngặt xung quanh hoạt động tôi luyện của họ.
Hầu hết các thông số kỹ thuật về hàng không vũ trụ và ô tô đều yêu cầu khảo sát độ đồng đều nhiệt độ định kỳ của lò tôi lò xo, thường được thực hiện hàng quý. Trong TUS, các cặp nhiệt điện đã hiệu chuẩn được đặt ở nhiều vị trí trên khắp vùng làm việc và lò được chạy ở điểm đặt vận hành tiêu chuẩn. Độ lệch tối đa cho phép trên tất cả các điểm đo phải nằm trong một dải xác định - thông thường ±5°C đối với lò loại 2 theo AMS 2750 (tiêu chuẩn đo nhiệt độ Nadcap). Những lò không đạt yêu cầu TUS phải được hiệu chuẩn lại hoặc sửa chữa trước khi đưa vào sử dụng trở lại.
Ngoài TUS, các thiết bị kiểm soát nhiệt độ lò được kiểm tra dựa trên cặp nhiệt điện tham chiếu đã hiệu chuẩn thông qua các thử nghiệm độ chính xác của hệ thống được thực hiện hàng tháng hoặc theo khoảng thời gian xác định. Điều này đảm bảo rằng nhiệt độ được hiển thị bởi bộ điều khiển lò thực sự khớp với nhiệt độ thực trong vùng làm việc.
Sau mỗi lần ủ, các lò xo mẫu sẽ được kiểm tra độ cứng - thường sử dụng thang đo Rockwell C - để xác minh rằng lô đã đạt được phạm vi độ cứng quy định. Ví dụ, thông số kỹ thuật lò xo van ô tô thường yêu cầu độ cứng của 47 đến 52 HRC và toàn bộ lô có thể bị từ chối nếu mẫu nằm ngoài cửa sổ này.
Đối với các ứng dụng quan trọng, lò xo được lấy mẫu từ các mẻ đã tôi luyện phải trải qua thử nghiệm độ lệch tải để xác nhận tốc độ lò xo và chiều dài tự do, đồng thời thử nghiệm độ mỏi để xác minh rằng chu trình tôi luyện đã tạo ra tuổi thọ mỏi thích hợp. Lò xo van ô tô được sử dụng trong động cơ hiệu suất cao được kiểm tra thường xuyên để đảm bảo 10 triệu chu kỳ trở lên không bị hư hỏng ở mức ứng suất quy định.
Ngay cả với lò ủ lò xo được bảo trì tốt, vẫn có thể phát sinh các vấn đề ảnh hưởng đến chất lượng sản phẩm. Xác định những vấn đề này và nguyên nhân gốc rễ của chúng là điều cần thiết để sản xuất ổn định.
Lò luyện lò xo hiện đại tiết kiệm năng lượng hơn đáng kể so với các thiết bị cách đây 20 năm. Những tiến bộ về vật liệu cách nhiệt, công nghệ bộ phận làm nóng và hệ thống đốt đã làm giảm đáng kể mức tiêu thụ năng lượng cụ thể.
Mô-đun lót bằng sợi gốm làm giảm khả năng lưu trữ nhiệt và thất thoát nhiệt của tường lò so với gạch chịu lửa dày đặc. Trong việc trang bị thêm vật liệu cách nhiệt từ gạch sang sợi gốm, tiết kiệm năng lượng của 20% đến 40% thường được báo cáo, cùng với thời gian gia nhiệt nhanh hơn giúp tăng tính khả dụng và thông lượng của lò.
Lắp bộ truyền động tần số thay đổi (VFD) vào động cơ quạt tuần hoàn và bộ truyền động băng tải cho phép tốc độ quạt và tốc độ dây đai khớp chính xác với tốc độ sản xuất và tải lò xo, giảm mức tiêu thụ năng lượng không cần thiết trong thời gian không tải hoặc tải một phần.
Trong lò luyện lò xo đốt bằng khí đốt, thiết bị thu hồi nhiệt hoặc hệ thống đầu đốt tái sinh thu hồi nhiệt từ khí thải và sử dụng nó để làm nóng trước không khí đốt. Hệ thống thu hồi nhiệt có thể tăng nhiệt độ không khí đốt lên 400°C đến 600°C , giảm tiêu hao nhiên liệu 25% đến 35% so với quá trình đốt cháy không khí lạnh.
Các lò luyện lò xo hiện đại ngày càng tích hợp tính năng ghi dữ liệu, tích hợp SCADA và thậm chí cả bảo trì dự đoán dựa trên máy học. Việc giám sát liên tục điện trở của phần tử, dòng điện của động cơ quạt, độ lệch hiệu chuẩn cặp nhiệt điện và thành phần khí quyển cho phép các nhóm bảo trì lên kế hoạch can thiệp trước khi xảy ra sự cố, giảm thời gian ngừng hoạt động ngoài dự kiến có thể làm gián đoạn lịch trình sản xuất và khiến các mẻ lò xo được tôi luyện một phần gặp rủi ro về chất lượng.
Ủ mùa xuân đôi khi bị nhầm lẫn với việc giảm căng thẳng và ủ. Đây là những quy trình xử lý nhiệt có liên quan nhưng khác biệt và sự khác biệt có ý nghĩa quan trọng trong sản xuất lò xo.
| Quy trình | Phạm vi nhiệt độ | Mục đích | Ảnh hưởng đến độ cứng |
|---|---|---|---|
| Ủ mùa xuân | 150°C – 500°C | Giảm độ giòn sau khi đông cứng, thiết lập các tính chất cơ học cuối cùng | Giảm độ cứng từ mức đã được làm nguội đến mục tiêu được chỉ định |
| Giảm căng thẳng | 120°C – 250°C | Loại bỏ ứng suất quấn hoặc cuộn khỏi lò xo tạo hình nguội | Thay đổi tối thiểu về độ cứng |
| Ủ | 700°C – 900°C | Làm mềm hoàn toàn thép để tạo hình hoặc gia công | Giảm thiểu đáng kể - dẫn đến vật liệu rất mềm |
Lò xo quấn nguội được làm từ dây đã được tôi cứng trước (chẳng hạn như dây nhạc hoặc dây kéo cứng) thường trải qua quá trình giảm ứng suất thay vì ram hoàn toàn, vì dây đã được tôi ở nhà máy dây. Phương pháp điều trị giảm căng thẳng tại 120°C đến 230°C trong 20 đến 30 phút loại bỏ ứng suất cuộn và ổn định hình dạng lò xo mà không làm thay đổi đáng kể độ cứng. Ngược lại, lò xo vết thương nóng được quấn trên nhiệt độ biến đổi tới hạn và yêu cầu làm cứng và ủ hoàn toàn trong lò tôi lò xo sau khi hình thành.
Việc lựa chọn lò ủ lò xo liên quan đến việc cân bằng một số yêu cầu vận hành. Lựa chọn sai sẽ dẫn đến chất lượng lò xo kém hoặc đầu tư quá công suất tốn kém.

TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK12120 MÁY CUỘN LÒ XO CNC 12AXES TK-12120 ...
See Details


TK-5200 MÁY CUỘN LÒ XO CNC 5AXES TK-5200 ...
See Details
TK-5160 MÁY CUỘN LÒ XO CNC 5AXES TK-5160 ...
See Details
TK-5120 MÁY CUỘN LÒ XO CNC 5AXES TK-5120 ...
See DetailsMã QR di động

 Language
Language  中文简体
中文简体

