Có bao nhiêu bậc thầy cho máy tính lò xo cuộn ? Nó được làm như thế nào? Khi vật liệu lò xo đi qua cơ cấu làm thẳng và cơ cấu cấp liệu, gặp rãnh phát triển ở đầu trước của thanh đẩy, nó sẽ khiến vật liệu lò xo uốn cong và biến dạng, đồng thời cuộn lò xo được quấn thành ba điểm ma sát với vật liệu. Đối với máy cuộn lò xo phun đơn, ba điểm ma sát là các điểm tiếp tuyến giữa vật liệu lò xo và tấm đường truyền, trục và thanh đẩy; đối với máy cuộn lò xo phun đôi, ba điểm ma sát là vật liệu lò xo và bộ truyền lực. Bảng đường, điểm tiếp tuyến nơi hai thước đo đồ thị đường cong chạm vào nhau.
Trong toàn bộ quá trình uốn vật liệu lò xo thành hình tròn, dây inox sẽ chạm vào độ dốc của khối sân. Khi tổ chức bước thay đổi của máy cuộn lò xo di chuyển khối bước dọc theo đường tâm của hình dạng quấn lò xo, nó sẽ trở thành đường kính bước của lò xo nén xoắn ốc. Khi sản xuất lò xo nén xoắn ốc (vòng đỡ tấm đỡ) hoặc lò xo căng xoắn ốc, khối bước được rút về phía sau. Khi lò xo được quấn, cuộn dây tiếp theo được hình thành dựa vào cuộn dây trước đó. Khi một lò xo được cuộn lại, tổ chức cấp liệu sẽ ngừng cấp liệu và thiết bị điều khiển dao cắt sẽ điều khiển dao cắt để ngắt kết nối lò xo. Hoạt động qua lại như vậy duy trì sự hình thành hoàn toàn tự động của lò xo. Dưới sự điều khiển của độ cong thẳng và tổ chức biến đổi của lò xo, máy đo đồ thị đường cong có thể thực hiện qua lại, trái và phải để điều chỉnh độ cong thẳng của lò xo hoặc tạo ra các lò xo nén có đường kính thay đổi. Khi lăn lò xo nén có đường kính giảm, hãy đảm bảo tác dụng trục cam có đường kính giảm đối diện.

Cùng với việc liên tục xếp vật liệu lò xo thành một cuộn dây, trục cam có đường kính thay đổi cũng quay tương đối. Có thể thấy từ nguyên lý của máy cuộn lò xo: ưu điểm của máy cuộn lò xo phun đơn là chỉ cần điều chỉnh đồ thị đường cong, khi thay thế loại lò xo thì mất ít thời gian hơn để điều chỉnh máy tiện CNC và có thể cho ra lò xo căng xoắn ốc với ứng suất mặt đất ban đầu trông thuận tiện hơn khi thay thế lò xo xoắn ốc trên và dưới; Ưu điểm của máy cuộn lò xo đẩy kép là cổ trục không trở thành điểm ma sát của cuộn dây định hình, chỉ ngắt dây thép không gỉ. Do đó, không cần thiết phải thay cổ trục thường xuyên khi sản xuất lò xo có chiều dài thẳng khác nhau. Ngoài ra, góc tâm của ba điểm ma sát khớp của máy cuộn lò xo phun kép cũng lớn hơn góc tâm của máy cuộn lò xo phun đơn. Vì vậy, việc quấn một lò xo lớn hơn sẽ thuận tiện và ổn định hơn. Tuy nhiên, máy cuộn lò xo đẩy đôi rất bất tiện khi thay thế lò xo cuộn trên và dưới và tất cả các tổ chức có đường kính thay đổi phải được sửa đổi. Các yếu tố gây nguy hiểm cho chất lượng của máy cuộn lò xo máy tính là các khía cạnh khác nhau, chẳng hạn như cường độ nén, độ giãn dài, khuôn đàn hồi, tỷ lệ năng suất, độ chính xác thông số kỹ thuật và tình trạng bề mặt của vật liệu, độ chính xác của thiết bị cơ khí, phần mềm phụ trợ và dây sắt. Chạm vào phần ma sát, độ chính xác của chiều dài cấp liệu và tốc độ cuộn dây của nó cũng như độ bền kỹ thuật của người vận hành.

TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details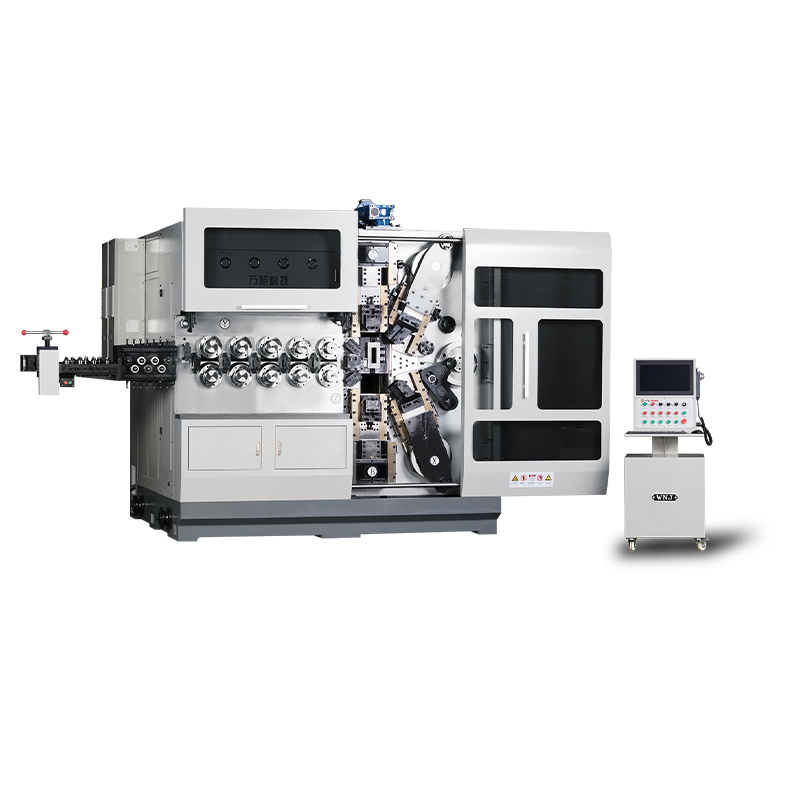
TK12120 MÁY CUỘN LÒ XO CNC 12AXES TK-12120 ...
See Details


TK-5200 MÁY CUỘN LÒ XO CNC 5AXES TK-5200 ...
See Details
TK-5160 MÁY CUỘN LÒ XO CNC 5AXES TK-5160 ...
See Details
TK-5120 MÁY CUỘN LÒ XO CNC 5AXES TK-5120 ...
See DetailsMã QR di động

 Language
Language  中文简体
中文简体

