Sau khi
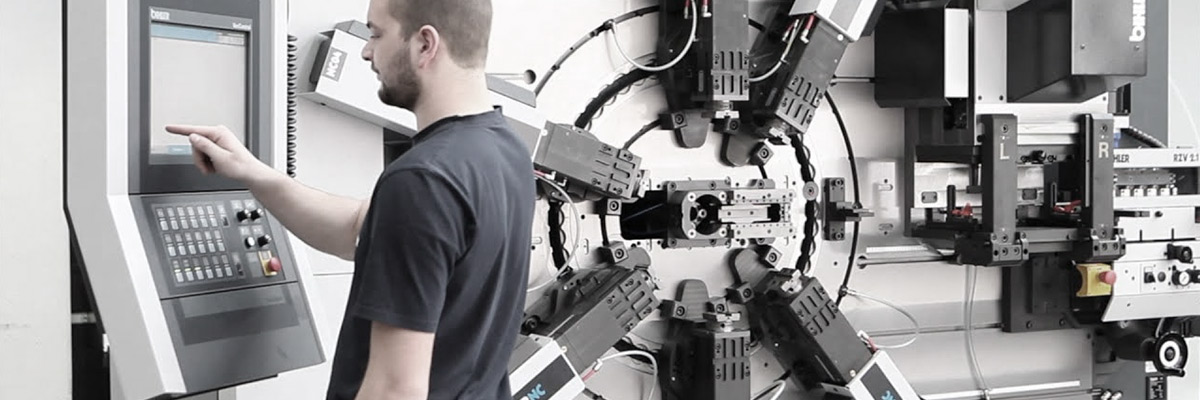
máy lò xo được bật nguồn, máy cần để ở chế độ không tải trong 30 phút để máy lò xo ổn định trước khi đầu tư vốn để thông báo vận hành. Đặt công tắc chuyển sang trạng thái khô và kiểm tra xem đèn có thể hoạt động đã bật chưa. Nếu điều đó không tốt, hãy đợi cho đến khi xử lý xong sự cố thường gặp của bạn trước khi khởi chạy ứng dụng.
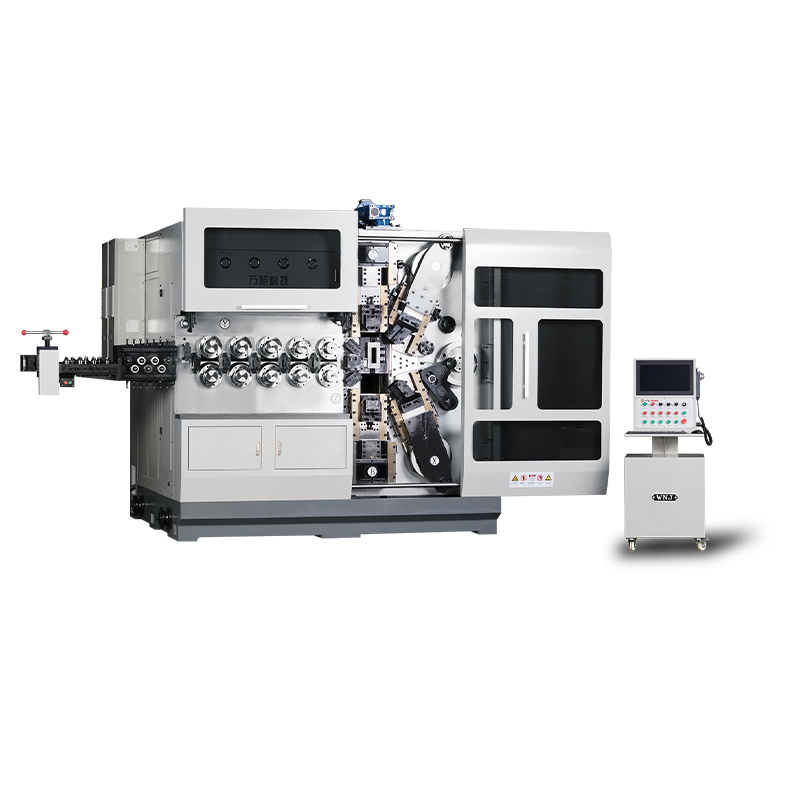
Việc nâng cấp, chuyển đổi máy lò xo là việc mà nhiều doanh nghiệp phải làm ở giai đoạn này. Nhiều nhà sản xuất thiết bị máy lò xo sẽ sử dụng một số thiết bị cơ khí cũ, máy cắt ống laser để sản xuất. Bằng cách đó, nó không chỉ hiệu quả mà còn cực kỳ kém hiệu quả, nó là một sản phẩm hoàn chỉnh. Chất lượng kém. Việc áp dụng chất tăng trắng cuộn thứ cấp trong quá trình mạ điện trong gia công lò xo có thể làm cho lớp mạ niken vượt quá độ sáng tối đa. Nó làm tăng độ phân cực catốt nhiều hơn các chất tăng trắng sơ cấp và trung gian, nhưng hầu hết các lớp phủ tôi nhận được đều có độ dẻo và dòng điện cao. Và lớp phủ ở vùng cường độ dòng điện thấp không đủ sáng.
Various spring metal surface treatments after machining. Sau khi spring is produced and processed, the surface layer problem must be solved, and the electroplating process is only one of the solutions. The spring has undergone electroplating process, which is anti-corrosion and beautiful. Usually the electroplating process is hot dip galvanizing and electroplating nickel. In the electroplating process, one raw material is brightener. At present, most of the brightener electroplating nickel solution is made of organic matter.
Khi lớp phủ là kẽm hoặc cadmium, dung dịch loại bỏ hydro phải được thực hiện sau khi mạ điện. Sau khi khử hydro, tiến hành thử lại 3% (không ít hơn 3) để xác nhận dung dịch và không tìm thấy vết nứt nào trong các thử nghiệm lại. Lò xo sẽ loại bỏ bụi bẩn trên bề mặt, cặn muối và cặn không khí. Phương pháp này có thể là phun cát hoặc làm sạch xăng xe, nhưng không được tẩy rửa và thụ động.







 Language
Language  中文简体
中文简体

