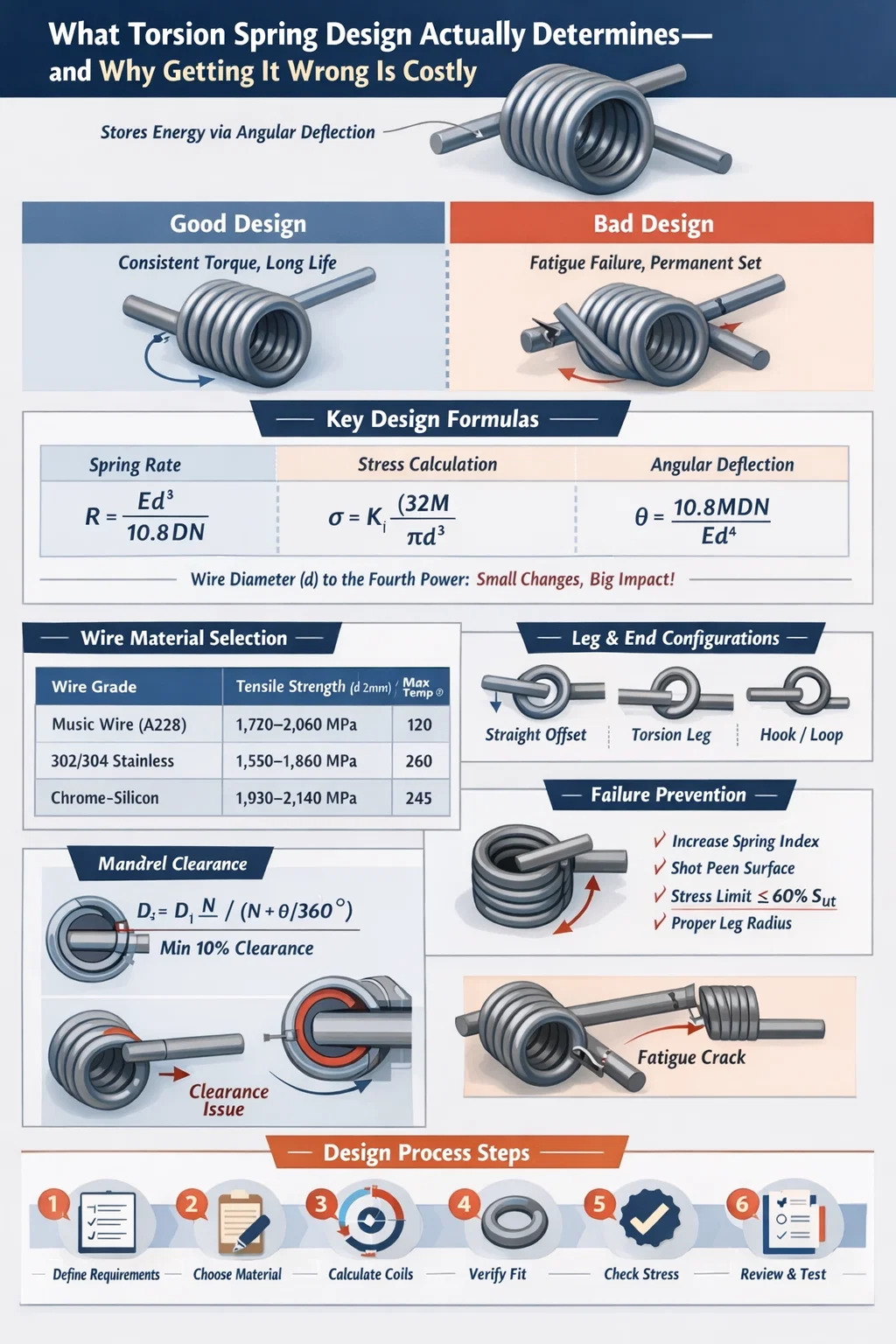
Thiết kế lò xo xoắn là quá trình xác định hình dạng, vật liệu, đặc tính tải và dung sai chế tạo của lò xo dự trữ năng lượng thông qua độ lệch góc thay vì nén hoặc giãn tuyến tính. Hãy thiết kế phù hợp và lò xo sẽ mang lại mô-men xoắn ổn định qua hàng nghìn — hoặc hàng triệu — chu kỳ. Làm sai, bạn sẽ phải đối mặt với hiện tượng mỏi sớm, cố định vĩnh viễn hoặc đường cong mô-men xoắn không thể đoán trước làm hỏng cơ cấu hạ lưu.
Đầu ra thiết kế quan trọng nhất là tốc độ lò xo (mô-men xoắn trên mỗi độ quay) , thường được biểu thị bằng N·mm/° hoặc lb·in/°. Mọi thông số khác - đường kính dây, đường kính cuộn dây, số lượng cuộn dây hoạt động, hình dạng chân, cấu hình đầu cuối - đều đưa vào số đó. Máy lò xo xoắn chỉ có thể tạo ra những gì thiết kế chỉ định, do đó độ chính xác trong giai đoạn thiết kế giúp loại bỏ việc làm lại tốn kém trên sàn sản xuất.
Bài viết này trình bày toàn bộ quá trình thiết kế: từ các phương trình cơ bản và lựa chọn vật liệu đến các ràng buộc sản xuất do máy lò xo xoắn áp đặt, các dạng hư hỏng phổ biến và các chiến lược dung sai thực tế được sử dụng trong sản xuất số lượng lớn.
Thiết kế lò xo xoắn dựa trên một tập hợp các phương trình cơ học đã được thiết lập rõ ràng. Việc hiểu chúng không phải là tùy chọn - chúng xác định xem lò xo của bạn có tồn tại được trong thời gian hoạt động hay bị hỏng trong vài nghìn chu kỳ đầu tiên.
Tốc độ lò xo góc R được tính như sau:
R = Ed⁴ / (10,8 D N)
Trong đó E là mô đun đàn hồi (MPa), d là đường kính dây (mm), D là đường kính cuộn dây trung bình (mm) và N là số lượng cuộn dây hoạt động. Đối với dây thép cacbon kéo cứng, E ≈ 196.500 MPa; đối với thép không gỉ 302/304, E ≈ 193.000 MPa; đối với chrome-silicon (SAE 9254), E ≈ 201.000 MPa.
Lưu ý rằng đường kính dây xuất hiện ở lũy thừa thứ tư. Tăng d chỉ 10% sẽ làm tăng tốc độ lò xo lên khoảng 46%. Đây là lý do tại sao đường kính dây là biến số nhạy cảm nhất trong bất kỳ thiết kế lò xo xoắn nào - độ lệch dung sai nhỏ có ảnh hưởng lớn đến tốc độ lò xo cuối cùng.
Ứng suất uốn trong dây lò xo xoắn là:
σ = K_i × (32M) / (πd³)
Trong đó M là mômen tác dụng (N·mm), d là đường kính dây và K_i là hệ số hiệu chỉnh ứng suất sợi bên trong (còn gọi là hệ số Wahl cho lò xo xoắn). K_i tính đến hiệu ứng độ cong và được định nghĩa là:
K_i = (4C² - C - 1) / (4C(C - 1))
Trong đó C là chỉ số lò xo = D/d. Đối với chỉ số lò xo là 6 (giá trị chung), K_i ≈ 1,24. Đối với cuộn dây kín có C = 4, K_i tăng lên xấp xỉ 1,40. Điều này có nghĩa là một lò xo cuộn chặt sẽ chịu ứng suất cao hơn 13% ở sợi bên trong trong cùng một thời điểm tác dụng - một sự khác biệt có ý nghĩa khi tuổi thọ mỏi là hạn chế về thiết kế.
Độ lệch góc tổng cộng θ (tính bằng độ) là:
θ = 10,8 M D N / (E d⁴)
Phương trình này là nghịch đảo của công thức tỷ lệ lò xo. Nó cho bạn biết lò xo quay được bao nhiêu đối với một mômen xoắn tác dụng nhất định. Trong các ứng dụng như bản lề cửa ô tô hoặc bộ điều chỉnh cửa sổ, việc biết góc lệch chính xác ở mỗi mức mô-men xoắn là rất quan trọng đối với việc đóng gói cơ cấu.
Một tính năng độc đáo của lò xo xoắn: đường kính cuộn dây thay đổi khi lò xo cuộn lại hoặc giãn ra. Khi quấn theo hướng đóng (cuộn dây siết chặt), đường kính trung bình giảm. Đường kính trung bình mới D₂ là:
D₂ = D₁ N / (N θ/360°)
Đối với một lò xo có 8 cuộn dây hoạt động quay 90°, D₂ = D₁ × 8 / 8,25 = 0,970 × D₁ — giảm 3%. Nếu lò xo hoạt động trên trục gá, người thiết kế phải xác minh rằng D₂ vẫn cung cấp khe hở thích hợp; nhiễu ở độ lệch tối đa gây ra sự tăng vọt mô-men xoắn nghiêm trọng và hỏng hóc sớm. Thực hành thiết kế tiêu chuẩn là duy trì ít nhất Khoảng hở 10% giữa đường kính cuộn dây bên trong bị lệch và đường kính bên ngoài trục gá .
Lựa chọn vật liệu không thể tách rời khỏi thiết kế lò xo xoắn. Dây phải cung cấp độ bền kéo, giới hạn độ bền và khả năng chống ăn mòn cần thiết trong phạm vi nhiệt độ vận hành, đồng thời vẫn tương thích với khả năng tạo hình của máy lò xo xoắn.
| Lớp dây | Độ bền kéo (d=2mm) | Nhiệt độ tối đa (° C) | Sử dụng điển hình |
|---|---|---|---|
| Vẽ cứng (ASTM A227) | 1.380–1.650 MPa | 120 | Mục đích chung, tải trọng tĩnh |
| Dây nhạc (ASTM A228) | 1.720–2.060 MPa | 120 | Độ mỏi chu kỳ cao, độ chính xác |
| Thép không gỉ 302/304 (ASTM A313) | 1.550–1.860 MPa | 260 | Môi trường ăn mòn |
| Thép không gỉ 316 (ASTM A313) | 1.480–1.790 MPa | 315 | Tiếp xúc với biển, hóa chất |
| Chrome-silicon (SAE 9254) | 1.930–2.140 MPa | 245 | Căng thẳng cao, nhiệt độ tăng cao |
| Inconel 718 | 1.240–1.380 MPa | 600 | Hàng không vũ trụ, tua bin khí |
Đối với hầu hết các ứng dụng công nghiệp — bản lề cửa, chốt cửa, bộ rút dây và đầu nối điện — dây nhạc (ASTM A228) là lựa chọn mặc định . Độ bền kéo cao và chất lượng bề mặt ổn định của nó hỗ trợ tuổi thọ mỏi vượt quá 500.000 chu kỳ ở mức ứng suất lên tới 70% độ bền kéo cuối cùng. Dây kéo cứng có giá thấp hơn 10–15% nhưng có bề mặt cứng hơn và độ bền kéo thay đổi nhiều hơn, khiến nó phù hợp hơn cho các ứng dụng tĩnh hoặc chu kỳ thấp.
Dây Chrome-silicon, mặc dù đắt hơn, nhưng là lựa chọn tiêu chuẩn cho lò xo van ô tô và lò xo hồi phanh nơi nhiệt độ vận hành đạt tới 200–240°C và phải giảm thiểu sự giãn ứng suất. Nó cũng đòi hỏi khắt khe hơn đối với máy lò xo xoắn vì độ cứng cao hơn của nó làm tăng tốc độ mài mòn dụng cụ - một yếu tố cần thảo luận với nhà sản xuất trong quá trình xem xét thiết kế.
Đồng photphor và đồng berili xuất hiện trong lò xo đầu nối điện, nơi độ dẫn điện đóng vai trò quan trọng bên cạnh hiệu suất cơ học. Đặc biệt, đồng berili tuy đắt tiền nhưng vẫn đạt được độ bền kéo gần 1.400 MPa và duy trì lực cản đặt tuyệt vời, khiến nó phù hợp với các dụng cụ chính xác có dung sai mô-men xoắn chặt chẽ trong thời gian sử dụng kéo dài.
Cấu hình cuối của lò xo xoắn - các chân được tạo hình như thế nào, nơi chúng tiếp xúc với các bộ phận giao phối và hình dạng mà chúng tuân theo - ảnh hưởng trực tiếp đến ba điều: số lượng cuộn dây hoạt động hiệu quả, sự tập trung ứng suất tại điểm nối thân-chân và những gì máy lò xo xoắn có thể hình thành trên thực tế.
Số lượng cuộn dây hoạt động hiệu quả N_a bao gồm cả sự đóng góp từ các chân. Đối với chân thẳng, phép tính gần đúng tiêu chuẩn sẽ cộng L/(3πD) vào số cuộn dây của cơ thể, trong đó L là tổng chiều dài của cả hai chân. Đối với một lò xo có đường kính cuộn dây trung bình là 20 mm và hai chân 30 mm, điều này sẽ bổ sung thêm khoảng 30/(3π×20) ≈ 0,16 cuộn dây - một hiệu chỉnh nhỏ nhưng không tầm thường khi cần có dung sai tốc độ lò xo chặt (± 5% hoặc cao hơn).
Việc bỏ qua sự điều chỉnh này sẽ dẫn đến các lỗi tốc độ lò xo có hệ thống trở nên rõ ràng trong quá trình kiểm tra bài viết đầu tiên, yêu cầu điều chỉnh số lượng cuộn dây và thời gian thiết lập máy lò xo xoắn CNC bổ sung.
Máy lò xo xoắn - cụ thể là máy cuộn CNC có khả năng lò xo xoắn - tạo thành dây bằng cách uốn nó quanh trục cuộn đồng thời định hình các chân và các đặc điểm đầu. Hiểu những gì máy có thể và không thể làm là điều cần thiết ở giai đoạn thiết kế, trước khi cắt dụng cụ.
Máy lò xo xoắn CNC tiêu chuẩn xử lý đường kính dây từ khoảng 0,10 mm đến 16 mm, tùy thuộc vào loại máy. Máy cuộn CNC cấp đầu vào có phạm vi từ 0,3–3,5 mm; máy công nghiệp nặng xử lý dây 3–16 mm. Chỉ số lò xo (D/d) trên thực tế bị giới hạn trong khoảng từ 4 đến 16 đối với hầu hết các hoạt động sản xuất:
Điểm hấp dẫn để sản xuất máy lò xo xoắn là C = 6 đến C = 12 , trong đó lực tạo hình có thể quản lý được, độ mòn của dụng cụ có thể dự đoán được và có thể đạt được dung sai kích thước ở tốc độ sản xuất cao.
Các máy lò xo xoắn CNC hiện đại - chẳng hạn như máy của Wafios, Numalliance hoặc Simplex - hoạt động với 4 đến 8 trục được điều khiển. Các khả năng chính bao gồm:
Góc tự do - góc giữa hai chân ở trạng thái không tải - là một trong những thông số khó kiểm soát nhất. Dung sai góc tự do từ ±3° đến ±5° là khả năng sản xuất tiêu chuẩn; Có thể đạt được ±1° đến ±2° bằng máy lò xo xoắn CNC cao cấp và chất lượng quy trình, nhưng với chi phí mỗi sản phẩm cao hơn. Các nhà thiết kế nên chỉ định dung sai chặt chẽ nhất mà họ thực sự cần chứ không phải mức chặt nhất mà họ nghĩ là có thể - việc chỉ định quá mức dung sai góc tự do có thể tăng gấp đôi hoặc gấp ba chi phí bộ phận mà không cải thiện chức năng của sản phẩm.
Sau khi tạo hình, lò xo xoắn làm từ dây đã được làm cứng trước (dây nhạc, kéo cứng, không gỉ) trải qua quá trình nung giảm ứng suất ở nhiệt độ thấp - thường là 175–230°C trong 20–30 phút. Điều này làm giảm ứng suất dư gây ra trong quá trình cuộn, ổn định góc tự do và giảm thiết lập khi sử dụng. Lò xo Chrome-silicon và chrome-vanadi được hình thành từ dây ủ, sau đó được làm nguội bằng dầu và tôi luyện đến độ cứng cuối cùng sau khi cuộn, giúp kiểm soát nhiều hơn các đặc tính vật liệu nhưng yêu cầu các bước xử lý bổ sung trên dây chuyền máy lò xo xoắn.
Phun bi, được áp dụng sau khi xử lý nhiệt, tạo ra ứng suất dư nén trên bề mặt dây, nâng giới hạn độ bền mỏi lên bằng 20–30% đối với lò xo làm việc ở trạng thái uốn ngược. Đối với lò xo xoắn trong các ứng dụng có chu kỳ cao (trên 500.000 chu kỳ), việc mài mòn bằng bắn hầu như luôn được chỉ định mặc dù đã tăng thêm 15–25% chi phí bộ phận, bởi vì giải pháp thay thế — hư hỏng do mỏi tại hiện trường — đắt hơn nhiều.
Phá hủy do mỏi là dạng phá hủy chủ yếu của lò xo xoắn dưới tác dụng của tải trọng chu kỳ. Nó bắt đầu ở bề mặt cuộn dây bên trong (nơi ứng suất uốn cao nhất do độ cong) hoặc tại điểm nối giữa chân và thân (điểm tập trung ứng suất). Dự đoán tuổi thọ mỏi đòi hỏi phải hiểu cả biên độ ứng suất và ứng suất trung bình.
Tiêu chí Goodman đã sửa đổi liên hệ biên độ ứng suất cho phép σ_a với ứng suất trung bình σ_m:
σ_a / S_e σ_m / S_ut = 1
Trong đó S_e là giới hạn độ bền và S_ut là độ bền kéo giới hạn. Đối với dây nhạc, S_e ≈ 0,45 × S_ut đối với mẫu được đánh bóng. Hệ số hiệu chỉnh độ bóng bề mặt giảm xuống khoảng 0,35–0,38 × S_ut đối với dây sản xuất có chất lượng bề mặt tiêu chuẩn.
Parabol Gerber đôi khi được sử dụng thay thế cho đường Goodman vì nó phù hợp hơn với dữ liệu độ mỏi lò xo thực nghiệm ở mức ứng suất trung bình cao. Tuy nhiên, Goodman vẫn bảo thủ hơn và được ưu tiên cho các ứng dụng quan trọng về an toàn.
Trong thiết kế lò xo xoắn thực tế, các mục tiêu về tỷ số ứng suất sau đây mang lại hiệu suất mỏi đáng tin cậy:
Các mục tiêu này phải được tính toán bằng công thức hiệu chỉnh ứng suất với hệ số Wahl. Áp dụng phương trình ứng suất uốn danh nghĩa mà không hiệu chỉnh độ cong sẽ đánh giá thấp ứng suất thực tế của dây khoảng 15–35% tùy thuộc vào chỉ số lò xo - một lỗi có thể xảy ra trong thiết kế chu kỳ cao.
Lò xo xoắn chịu tải trọng duy trì có thể bị biến dạng vĩnh viễn - sự thay đổi vĩnh viễn ở góc tự do theo thời gian do vật liệu dây bị dão. Độ cứng cố định phụ thuộc vào nhiệt độ và trở nên đáng kể trên 100°C đối với dây thép cacbon. Giới hạn ứng suất duy trì tối đa cho phép được đặt ở mức dưới 2% trong 1.000 giờ ở nhiệt độ phòng là khoảng 65% S_ut đối với dây nhạc và 70% đối với chrome-silic.
Đối với các ứng dụng mà lò xo được giữ ở vị trí nén (như trong nhiều cơ cấu ô tô và thiết bị), người thiết kế phải xác minh rằng ứng suất duy trì ở độ lệch tối đa không vượt quá các giới hạn này. Việc không làm như vậy sẽ dẫn đến sự suy giảm mô-men xoắn trong suốt thời gian sử dụng của sản phẩm — một khiếu nại phổ biến hiện trường có liên quan trực tiếp đến việc giám sát thiết kế lò xo xoắn.
Việc chỉ định dung sai trên bản vẽ lò xo xoắn là nơi đánh giá kỹ thuật giao nhau với chi phí sản xuất. Mọi dung sai chặt chẽ hơn khả năng sản xuất tiêu chuẩn đều yêu cầu các biện pháp kiểm soát quy trình bổ sung, tăng tần suất kiểm tra hoặc thời gian chu kỳ máy lò xo xoắn chậm hơn — tất cả đều làm tăng thêm chi phí.
| tham số | Dung sai tiêu chuẩn | Dung sai chặt chẽ (Chi phí cao cấp) |
|---|---|---|
| Đường kính dây | Theo tiêu chuẩn dây ASTM (thường là ±1–2%) | ±0,5% (yêu cầu lô dây được chứng nhận) |
| Đường kính cuộn dây trung bình | ±2–3% | ±1% |
| Số lượng cuộn dây | ±0,25 cuộn dây | ±0,1 cuộn dây |
| Góc tự do | ±5° | ±2° |
| Tỷ lệ mùa xuân | ±10% | ±5% |
| Mô-men xoắn ở góc thử nghiệm | ±10% | ±5% |
| Chiều dài chân | ±1,0mm | ±0,5 mm |
| Chiều dài cơ thể (cuộn kín) | ±0,5 mm | ±0,2 mm |
Dung sai quan trọng nhất cần xác định chính xác là mô men xoắn ở một góc thử xác định, chứ không phải tốc độ lò xo riêng biệt. Dung sai mô-men xoắn ở một góc cụ thể có liên quan trực tiếp hơn đến chức năng của sản phẩm - nó cho nhà sản xuất biết chính xác những gì lò xo phải cung cấp tại thời điểm di chuyển của nó có ý nghĩa quan trọng đối với việc lắp ráp. Chỉ tốc độ lò xo không kể được câu chuyện nếu góc tự do thay đổi.
Một cách tiếp cận phổ biến và hiệu quả là xác định: (1) mô-men xoắn ở góc làm việc tối thiểu, (2) mô-men xoắn ở góc làm việc tối đa và (3) góc tự do có dung sai rộng. Thông số chức năng này mang lại cho người vận hành máy lò xo xoắn sự tự do tối đa để tối ưu hóa quá trình tạo hình đồng thời đảm bảo lò xo hoạt động chính xác trong quá trình lắp ráp.
Bản vẽ lò xo xoắn phải luôn chỉ rõ:
Bỏ sót hướng gió trong bản vẽ là một trong những lỗi phổ biến và tốn kém nhất khi mua sắm lò xo xoắn. Lò xo xoắn bên phải quấn theo hướng đóng sẽ tạo ra mô-men xoắn tăng dần khi nó đóng - nếu cụm yêu cầu mô-men xoắn đóng từ lò xo bên trái thì cơ cấu sẽ hoạt động ngược lại hoặc hoàn toàn không hoạt động.
Hiểu các dạng hư hỏng không phải là kỹ thuật khám nghiệm tử thi - nó là đầu vào của thiết kế. Mỗi chế độ lỗi sẽ ánh xạ tới các quyết định thiết kế cụ thể có thể ngăn chặn hoặc giảm thiểu nó.
Ứng suất uốn cao nhất trong lò xo xoắn xảy ra ở sợi bên trong của mỗi cuộn dây do hiệu ứng cong (được xác định bởi hệ số Wahl). Các vết nứt do mỏi bắt đầu từ đây và lan truyền theo chiều ngang qua đường kính dây, dẫn đến đứt gãy đột ngột. Chiến lược phòng ngừa:
Đặt biểu hiện dưới dạng giảm góc tự do theo thời gian, giảm mô-men xoắn được truyền ở góc làm việc. Nguyên nhân sâu xa là ứng suất kéo dài vượt quá giới hạn đàn hồi của vật liệu ở nhiệt độ vận hành. Phòng ngừa: giữ ứng suất duy trì dưới 65% S_ut đối với thép cacbon, sử dụng lò xo đặt trước (được làm lệch trước vượt quá góc làm việc tối đa trong quá trình sản xuất để tạo ra ứng suất dư có lợi) hoặc chỉ định dây hợp kim cao hơn có khả năng chống giãn tốt hơn.
Khi lò xo lệch theo hướng đóng, đường kính trong của cuộn dây giảm. Nếu lò xo được gắn trên một trục gá có khe hở không đủ, các cuộn dây sẽ tiếp xúc với trục gá - tạo ra ma sát, nhiệt và các xung mô-men xoắn không thể đoán trước. Trong trường hợp nghiêm trọng, lò xo bám hoàn toàn vào trục gá. Cách khắc phục rất đơn giản trong thiết kế: tính toán đường kính bên trong cuộn dây tối thiểu ở độ lệch tối đa bằng cách sử dụng công thức thay đổi đường kính và đảm bảo đường kính ngoài của trục gá nhỏ hơn ít nhất 10%. Tuy nhiên, điều này đòi hỏi người thiết kế phải biết góc vận hành tối đa ở giai đoạn thiết kế.
Sự chuyển tiếp từ thân cuộn sang chân thẳng là sự gián đoạn hình học tạo ra sự tập trung ứng suất. Độ lớn phụ thuộc vào độ sắc nét của uốn cong. Bán kính uốn cong tối thiểu 1,5d ở gốc chân là phương pháp thiết kế tốt - bán kính nhỏ hơn mức này làm tăng đáng kể hệ số tập trung ứng suất. Khi máy lò xo xoắn tạo thành chân, người vận hành sẽ điều chỉnh dụng cụ để đạt được bán kính tối thiểu này. Nếu người thiết kế vẽ một góc nhọn ở gốc chân, máy sẽ tạo ra một góc nhọn và hiện tượng mỏi sẽ xảy ra tại vị trí đó chứ không phải ở thân cuộn dây nơi phân tích ứng suất dự đoán.
Các thiết kế lò xo xoắn hiệu quả nhất được phát triển với sự cộng tác giữa kỹ sư và nhà sản xuất lò xo - cụ thể là có sự tham gia của nhóm vận hành máy lò xo xoắn ngay từ đầu trong quá trình thiết kế, trước khi bản vẽ được hoàn thiện.
Những cân nhắc chính về DFM cần nêu ra với nhà sản xuất:
Kỹ sư coi nhà sản xuất lò xo như một nhà cung cấp hàng hóa thuần túy - cung cấp bản vẽ hoàn chỉnh mà không cần thảo luận - luôn nhận được kết quả dưới mức tối ưu. Kỹ sư mời nhóm máy lò xo xoắn tham gia đánh giá thiết kế sẽ nhận được các lò xo dễ chế tạo hơn, ổn định hơn và ít tốn kém hơn ở số lượng sản xuất.
Nguyên tắc thiết kế lò xo xoắn diễn ra khác nhau giữa các ngành. Dưới đây là những ví dụ cụ thể về cách bối cảnh ứng dụng định hình các quyết định thiết kế.
Đặc điểm kỹ thuật điển hình: mô-men xoắn 8–12 N·m ở độ lệch 75° , vòng đời 500.000, nhiệt độ hoạt động −40°C đến 80°C. Đường kính dây 4–6 mm, hợp kim crôm-silic, mạ kẽm, phủ kẽm photphat. Máy lò xo xoắn phải tạo ra góc tự do ổn định đến ±3° vì cảm giác chốt cửa rất nhạy cảm với sự thay đổi mô-men xoắn tại vị trí kiểm tra trung gian (thường là 30–45°). Những lò xo này được sản xuất với số lượng lớn - hàng trăm nghìn chiếc mỗi năm - phù hợp cho việc chế tạo máy lò xo xoắn chuyên dụng và kiểm tra mô-men xoắn trong quá trình ở 100% các bộ phận.
Đặc điểm kỹ thuật điển hình: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Dụng cụ phẫu thuật và cơ chế thiết bị cấy ghép sử dụng lò xo xoắn được làm từ thép không gỉ 316L hoặc hợp kim MP35N. Dung sai mô men xoắn là ±3–5% là điển hình. Mỗi mùa xuân đều được kiểm tra 100%. Yêu cầu truy xuất nguồn gốc có nghĩa là mỗi lô sản xuất được liên kết với một số nhiệt dây cụ thể và hồ sơ lô máy lò xo xoắn. Những yêu cầu này làm tăng đáng kể chi phí nhưng không thể thương lượng được trong môi trường pháp lý. Đường kính dây thường dao động từ 0,25 mm đến 2,0 mm tùy thuộc vào ứng dụng.
Lò xo xoắn cửa gara dân dụng có kích thước lớn (đường kính dây 4–8 mm, đường kính cuộn dây trung bình 50–75 mm) và được thiết kế cho 10.000 đến 30.000 chu kỳ của cuộc sống. Chúng được quấn thành từng cặp đối diện nhau trên trục trung tâm để cân bằng trọng lượng cửa. Tốc độ lò xo phải phù hợp với trọng lượng và chiều cao của cửa trong phạm vi ±10%, nếu không cửa sẽ không cân bằng chính xác. Những lò xo này được sản xuất trên các máy lò xo xoắn công nghiệp lớn với số lượng lớn, được bán dưới dạng hàng hóa và là một trong những lỗi lò xo phổ biến nhất trong gia đình - không phải vì chúng được thiết kế kém mà vì chúng được thiết kế theo mục tiêu chi phí làm hạn chế vòng đời.
Việc đưa quy trình thiết kế lại với nhau thành một quy trình làm việc có cấu trúc sẽ ngăn ngừa lỗi phổ biến là lặp lại muộn trong quá trình phát triển khi các thay đổi tốn kém.
Việc tuân theo trình tự này luôn tránh được loại lỗi thiết kế lò xo đắt tiền nhất: phát hiện các vấn đề về kích thước hoặc hiệu suất trong quá trình xác nhận lắp ráp, khi thay đổi thiết kế lò xo yêu cầu phải xác định lại thiết lập máy lò xo xoắn và có khả năng thiết kế lại các bộ phận giao phối.

TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
Xem chi tiết
TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
Xem chi tiết
TK12120 MÁY CUỘN LÒ XO CNC 12AXES TK-12120 ...
Xem chi tiết


TK-5200 MÁY CUỘN LÒ XO CNC 5AXES TK-5200 ...
Xem chi tiết
TK-5160 MÁY CUỘN LÒ XO CNC 5AXES TK-5160 ...
Xem chi tiết
TK-5120 MÁY CUỘN LÒ XO CNC 5AXES TK-5120 ...
Xem chi tiếtMã QR di động

 Ngôn ngữ
Ngôn ngữ  Tiếng Trung Giản thể
Tiếng Trung Giản thể

