Lò xo quay - chính xác hơn được gọi là lò xo xoắn - là một bộ phận cơ học lưu trữ và giải phóng năng lượng thông qua độ lệch góc thay vì nén hoặc giãn tuyến tính. Khi tác dụng một mô-men xoắn, lò xo cuộn lại hoặc giãn ra dọc theo trục xoắn ốc của nó, tạo ra mômen phục hồi tỷ lệ với góc xoắn. Đây là đặc điểm xác định giúp phân biệt lò xo quay với các lò xo chịu lực căng và nén của chúng.
Nguyên tắc hoạt động tuân theo phiên bản luân phiên của Định luật Hooke: T = k × θ , trong đó T là mô men xoắn tác dụng (tính bằng N·mm hoặc lb·in), k là tốc độ lò xo (tính bằng N·mm/° hoặc lb·in/°) và θ là độ lệch góc tính bằng độ hoặc radian. Miễn là vật liệu vẫn nằm trong giới hạn đàn hồi của nó, lò xo sẽ trở lại vị trí tự do sau khi tải được dỡ bỏ - không bị cố định vĩnh viễn, không bị mất năng lượng vượt quá lực ma sát và độ trễ vật liệu gây ra.
Về mặt thực tế, điều này có nghĩa là lò xo quay có thể thay thế động cơ, đối trọng hoặc xi lanh khí nén trong nhiều ứng dụng truyền tải hoàn trả hoặc phân cực mô-men xoắn, thường ở mức chi phí và trọng lượng bằng một phần nhỏ. Các kỹ sư trong lĩnh vực ô tô, hàng không vũ trụ, thiết bị y tế, điện tử tiêu dùng và máy móc công nghiệp đều dựa vào lò xo quay một cách chính xác vì chúng cung cấp mô-men xoắn có thể dự đoán được, có thể lặp lại mà không cần nguồn điện bên ngoài.
Không phải tất cả các lò xo quay đều được chế tạo theo cùng một cách và việc chọn sai loại cho một ứng dụng sẽ dẫn đến hiện tượng mỏi sớm, mô-men xoắn đầu ra không chính xác hoặc nhiễu cơ học. Bốn loại chính đều có hình học, vật liệu và phương pháp sản xuất phù hợp với các trường hợp sử dụng cụ thể.
Đây là loại lò xo quay được sản xuất rộng rãi nhất. Dây được cuộn thành hình xoắn có hai chân duỗi ra ngoài; khi tác dụng lực lên các chân đó, thân cuộn dây sẽ bị lệch do xoắn. Lò xo xoắn xoắn được tìm thấy trong kẹp quần áo, bẫy chuột, bản lề cửa, chốt mui ô tô và kẹp công nghiệp. Đường kính dây thường dao động từ 0,1 mm trong các thiết bị y tế thu nhỏ đến hơn 20 mm trong các ứng dụng công nghiệp nặng. Một máy lò xo CNC hiện đại có thể sản xuất những sản phẩm này ở chế độ tạo dây với tốc độ vượt quá 80 chiếc mỗi phút, với dung sai góc chân được giữ ở mức ±1°.
Hai phần cuộn dây quấn theo hướng ngược nhau được nối tại một điểm trung tâm, cho phép lò xo tạo ra mô-men xoắn theo cả hai hướng quay. Cấu hình này phổ biến trong các thiết bị đo chính xác và cơ cấu cân bằng trong đó tải trọng hai chiều phải được bố trí trong một không gian trục nhỏ gọn. Lò xo xoắn đôi được sản xuất phức tạp hơn và thường yêu cầu máy lò xo có khả năng đa trục tiên tiến và đầu uốn được điều khiển bằng servo.
Đây là những lò xo dây phẳng được quấn theo hình xoắn ốc phẳng chứ không phải xoắn ốc. Thường được gọi là lò xo đồng hồ hoặc lò xo điện, chúng là trung tâm của đồng hồ đeo tay, cuộn cáp có thể thu vào, bộ rút dây an toàn và bộ truyền động lực không đổi. Một lò xo xoắn xoắn ốc có thể lưu trữ nhiều năng lượng hơn đáng kể trên một đơn vị thể tích hơn lò xo xoắn có đường kính tương đương, khiến chúng trở nên lý tưởng ở những nơi có không gian chật hẹp nhưng cần chuyển động góc cao - đôi khi vượt quá 720° góc quay. Cuộn dây dẹt yêu cầu máy lò xo được trang bị hệ thống cấp dây dẹt chuyên dụng và điều khiển lực căng chính xác.
Thanh xoắn là một thanh thẳng xoắn dọc theo trục dọc của nó để tạo ra tác dụng quay của lò xo. Không giống như thiết kế cuộn, thanh xoắn có tỷ lệ độ cứng trên trọng lượng xoắn cao nhất và được sử dụng trong hệ thống treo xe, cửa càng đáp máy bay và các cơ cấu công nghiệp lớn. Các vật liệu phổ biến bao gồm các loại thép lò xo hợp kim cao như SAE 5160 và EN 47, được áp dụng phương pháp phun nhám bề mặt để tạo ứng suất dư nén và kéo dài tuổi thọ mỏi. Thanh xoắn thường không được sản xuất trên máy lò xo kiểu cuộn; chúng yêu cầu rèn, xử lý nhiệt và thiết bị mài chính xác.
Để có được một lò xo quay ngay trong lần lặp nguyên mẫu đầu tiên đòi hỏi phải có thông số kỹ thuật chính xác. Các bản vẽ không rõ ràng dẫn đến việc lấy mẫu lại tốn kém và làm chậm trễ dự án. Các thông số sau phải được xác định trước khi đặt hàng hoặc lập trình máy lò xo để sản xuất.
| tham số | Định nghĩa | Đơn vị điển hình | Phạm vi chung |
|---|---|---|---|
| Đường kính dây (d) | Mặt cắt ngang của dây lò xo | mm / inch | 0,1 – 25 mm |
| Đường kính cuộn dây trung bình (D) | Đường kính trung bình của thân cuộn dây | mm / inch | 1 – 300mm |
| Số lượng cuộn dây hoạt động (Na) | Cuộn dây góp phần làm lệch góc | – | 2 – 50 |
| Tỷ lệ mùa xuân (k) | Mô-men xoắn trên mỗi đơn vị độ lệch góc | N·mm/° | 0,001 – 5000 |
| Góc tự do (θ₀) | Góc giữa hai chân ở trạng thái không tải | độ | 0° – 360° |
| Hướng gió | Đường xoắn ốc bên phải hoặc bên trái | – | RH hoặc LH |
| Chiều dài chân & Hình học | Thẳng, móc, uốn cong hoặc tùy chỉnh | mm | Dự án cụ thể |
Chỉ số lò xo C = D/d là một tỷ số quan trọng cần theo dõi. Các giá trị dưới 4 tạo ra sự tập trung ứng suất nghiêm trọng và cực kỳ khó cuộn dây liên tục trên bất kỳ máy lò xo nào. Giá trị trên 12 tạo ra lò xo linh hoạt, tuân thủ nhưng gây ra sự mất ổn định của cuộn dây trong quá trình cuộn dây và khi vận hành. Hầu hết các kỹ sư sản xuất đều nhắm đến chỉ số lò xo từ 5 đến 10 để có sự cân bằng tốt nhất giữa khả năng sản xuất và hiệu suất.
Hệ số hiệu chỉnh Wahl phải được áp dụng để hiệu chỉnh tính toán ứng suất lý thuyết đối với hiệu ứng cong trong lò xo quấn chặt. Nếu không có nó, giá trị ứng suất có thể bị đánh giá thấp tới 25%, dẫn đến hư hỏng mỏi sớm trong các ứng dụng có chu kỳ.

Lựa chọn vật liệu quyết định tuổi thọ mỏi, khả năng chống ăn mòn, phạm vi nhiệt độ vận hành và giá thành của lò xo thành phẩm. Lựa chọn vật liệu sai là một trong những nguyên nhân phổ biến nhất gây ra hư hỏng trường trong các ứng dụng lò xo quay.
Dây âm nhạc (ASTM A228) là đặc trưng của sản xuất lò xo quay. Với độ bền kéo đạt 2.050 MPa cho dây 1,0 mm , nó mang lại hiệu suất mỏi tuyệt vời trong các ứng dụng động tĩnh và chu kỳ thấp. Nó là vật liệu mặc định được cung cấp qua hầu hết các thiết lập máy lò xo CNC cho lò xo xoắn ốc đa năng. Hạn chế của nó là khả năng chống ăn mòn - dây nhạc không tráng phủ sẽ bị rỉ sét trong môi trường ẩm ướt trong vòng vài tuần.
Đối với môi trường ăn mòn - thiết bị hàng hải, máy chế biến thực phẩm, thiết bị y tế hoặc phần cứng ngoài trời - các loại thép không gỉ là lựa chọn tiêu chuẩn. AISI 302 cung cấp khả năng chống ăn mòn tốt với mức chi phí khiêm tốn hơn thép cacbon. Lớp 316 bổ sung molypden để có khả năng chống rỗ clorua vượt trội. Thép không gỉ 17-7 PH được làm cứng nhờ kết tủa cung cấp độ bền kéo đạt đến mức dây âm nhạc (lên tới 1.900 MPa) sau khi làm cứng theo tuổi, khiến nó trở thành lựa chọn ưu tiên khi cả độ bền cao và khả năng chống ăn mòn đều không thể thương lượng. Mọi nhà sản xuất máy lò xo có uy tín đều đảm bảo thiết bị của họ có thể xử lý tốc độ làm cứng cao hơn của dây thép không gỉ mà không bị mòn dụng cụ quá mức.
Hợp kim Chrome-silicon (SAE 9254) và chrome-vanadi (SAE 6150) được sử dụng khi nhiệt độ vận hành vượt quá 120°C hoặc khi yêu cầu chu kỳ mỏi cực cao. Ví dụ, lò xo van ô tô hầu như được làm từ dây crôm-silic vì nó giữ được mô đun đàn hồi ở nhiệt độ cao. Các hợp kim này cũng phản ứng đặc biệt tốt với quá trình mài mòn, có thể kéo dài tuổi thọ mỏi của lò xo quay bằng cách 30–50% trong điều kiện tải ngược.
Khi cần độ dẫn điện, đặc tính không từ tính hoặc hiệu suất nhiệt độ dưới 0, hợp kim kim loại màu sẽ được sử dụng. Đồng phốt pho (CuSn8) là một lựa chọn tiết kiệm chi phí cho lò xo đầu nối và lò xo dụng cụ hoạt động trong môi trường ẩm ướt hoặc ăn mòn nhẹ. Đồng berili (CuBe2) mang lại độ bền mỏi cao nhất so với bất kỳ hợp kim đồng nào — độ bền kéo lên tới 1.400 MPa sau khi làm cứng kết tủa — và được sử dụng trong thiết bị kiểm tra độ chính xác, lò xo rơle chu kỳ cao và cảm biến hàng không vũ trụ. Độc tính của nó trong quá trình gia công và mài đòi hỏi phải có quy trình kiểm soát nghiêm ngặt.
Titan loại 5 (Ti-6Al-4V) có mật độ thép gần bằng một nửa với khả năng chống ăn mòn tuyệt vời, khiến nó trở nên hấp dẫn đối với các ứng dụng lò xo quay trong ngành hàng không vũ trụ và đua xe thể thao hiệu suất cao trong đó trọng lượng là rất quan trọng. Các siêu hợp kim niken như Inconel 718 duy trì tốc độ đàn hồi của chúng ở nhiệt độ trên 400°C, một chế độ mà thép cacbon và thép hợp kim đã mất mô đun đàn hồi đáng kể. Những vật liệu kỳ lạ này làm tăng đáng kể chi phí trên mỗi sản phẩm và yêu cầu dụng cụ máy lò xo chuyên dụng được làm từ cacbua hoặc thép công cụ cứng.
Việc chế tạo một lò xo quay không chỉ đơn giản là việc uốn dây quanh một trục gá. Hình học phải được tái tạo nhất quán trên hàng nghìn hoặc hàng triệu chi tiết, với dung sai tốc độ lò xo thường được giữ ở mức ±10% đối với các ứng dụng tiêu chuẩn và ±5% đối với các bộ phận chính xác. Mức độ nhất quán này chỉ có thể đạt được bằng thiết bị tự động hiện đại.
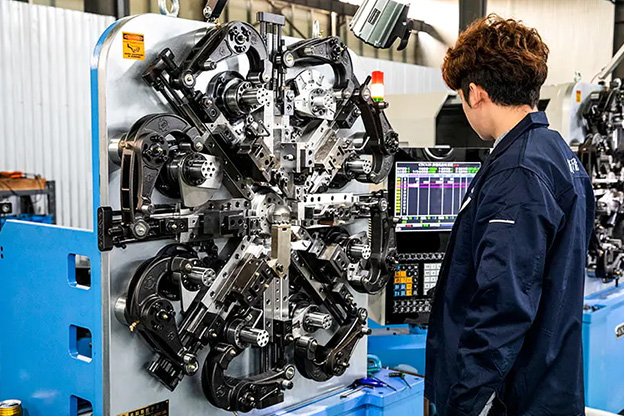
các Máy lò xo CNC là trung tâm của sản xuất lò xo quay hiện đại. Không giống như các máy dẫn động bằng cam cũ, máy lò xo CNC sử dụng động cơ servo và phản hồi vòng kín để điều khiển mọi trục uốn, cắt và cuộn một cách độc lập. Điều này cho phép các hình học phức tạp — lò xo xoắn nhiều chân, đầu tiếp tuyến, đầu móc xuyên tâm và cấu hình trục trung tâm — được lập trình hoàn toàn bằng phần mềm và thay đổi trong vòng chưa đầy 30 phút. Các nhà sản xuất máy lò xo hàng đầu bao gồm Wafios, Simplex, Bamatec và Numalliance cung cấp các máy có khả năng gia công đường kính dây từ 0,1 mm đến 16 mm, với tốc độ đầu ra từ 20 đến 150 chiếc mỗi phút tùy thuộc vào độ phức tạp hình học.
các springback phenomenon is the most significant challenge on any spring machine when producing rotational springs. Because the wire attempts to return toward its original straight form after bending, the machine must overbend each feature by a calculated amount to arrive at the correct final angle. Experienced spring machine programmers account for springback based on wire grade, diameter, and coil diameter — a skill that blends engineering calculation with hands-on process knowledge.
cácre is an important distinction between a coiling spring machine and a wire forming spring machine. A coiling machine produces the helical coil body efficiently at high speed, but it cannot form complex leg geometries without secondary operations. A CNC wire forming spring machine — also called a multi-slide machine or 3D spring machine — handles both the coiling and all leg-bending operations in a single pass, eliminating secondary tooling costs and the dimensional variability introduced by multi-step handling. For rotational spring applications requiring tight leg-angle tolerances, a full CNC wire forming spring machine is generally the preferred production method.
Sau khi được tạo hình trên máy lò xo, các lò xo quay được làm từ dây kéo cứng hoặc dây nhạc thường được giảm ứng suất ở nhiệt độ từ 200°C đến 250°C trong 20–30 phút. Bước này làm giảm ứng suất tạo hình dư mà không làm mềm vật liệu, cải thiện độ ổn định kích thước và tuổi thọ mỏi. Lò xo làm từ dây hợp kim ủ - chẳng hạn như chrome-silicon hoặc thép không gỉ 17-7 PH - trải qua chu trình làm cứng và ủ hoàn toàn sau khi tạo hình, với nhiệt độ và thời gian giữ đặc trưng cho hợp kim. Kiểm soát nhiệt độ chính xác là rất quan trọng: ủ quá mức làm giảm độ cứng và giảm tốc độ lò xo ; ủ dưới mức để lại ứng suất dư quá mức, thúc đẩy hiện tượng nứt sớm.
Lò xo quay bằng thép trần sẽ bị ăn mòn trong hầu hết các môi trường sử dụng. Các phương pháp điều trị bảo vệ phổ biến bao gồm:
các breadth of rotational spring applications reflects how fundamental the need for passive, stored angular energy is across engineering disciplines. The examples below go beyond generic descriptions to show the specific functional requirements each industry demands.
Mỗi phương tiện chở khách hiện đại đều chứa hàng chục lò xo quay. Cơ cấu đối trọng nắp ca-pô và nắp cốp sử dụng lò xo xoắn có kích thước phù hợp để cung cấp mô-men xoắn gần như trung tính trên toàn bộ phạm vi di chuyển của nắp , giảm bớt lực cần thiết khi mở và tránh bị đóng sầm khi đóng. Lò xo hồi vị ga và lò xo hồi bàn đạp là những bộ phận quan trọng về mặt an toàn được quản lý bởi các tiêu chuẩn ô tô bao gồm IATF 16949; họ phải chứng minh không bị hư hỏng do mỏi trong suốt tuổi thọ thiết kế của xe - thường là 10 năm hoặc 150.000 km, tùy điều kiện nào đến trước. Lò xo quay cấp ô tô luôn được kiểm tra mẫu bằng thiết bị đo mô-men xoắn và trải qua kiểm tra góc tự do 100% trên hệ thống thị giác máy lò xo tự động được tích hợp vào dây chuyền sản xuất.
Lò xo quay thu nhỏ trong dụng cụ phẫu thuật, bút phân phối thuốc và dụng cụ chỉnh hình hoạt động theo các yêu cầu tương thích sinh học nghiêm ngặt. Đường kính dây thường xuyên giảm xuống dưới 0,3 mm. Máy lò xo được sử dụng cho các bộ phận này phải duy trì độ căng cấp dây trong phạm vi ±0,05 N để tránh sự thay đổi bước cuộn dây có thể làm dịch chuyển tốc độ lò xo vượt quá dung sai ±3% phổ biến trong các ứng dụng y tế. Vật liệu được giới hạn ở thép không gỉ cấp y tế (AISI 316L hoặc 316LVM) hoặc titan. Đánh bóng bằng điện là quá trình hoàn thiện bề mặt tiêu chuẩn, loại bỏ lớp mỏng đã được gia công cứng và bất kỳ vết nứt nhỏ nào xuất hiện trong quá trình tạo hình máy lò xo, cải thiện khả năng chống mỏi và khả năng làm sạch.
Bản lề điện thoại nắp gập, chốt chặn màn hình máy tính xách tay, cơ chế ống kính máy ảnh và dụng cụ đo chính xác đều sử dụng lò xo xoắn thu nhỏ trong đó mô-men xoắn phải nhất quán trong phạm vi phân số của milimet newton. Ở quy mô này, những thay đổi trong đường kính dây chỉ ±0,005 mm — nằm trong mức cho phép thông thường của nhà sản xuất dây — tạo ra sự thay đổi tốc độ lò xo có thể đo lường được. Người vận hành máy lò xo ở mức độ chính xác này làm việc với dây được cung cấp với dung sai chặt chẽ hơn tiêu chuẩn và chạy biểu đồ kiểm soát quy trình thống kê trên mỗi lô sản xuất. Lò xo xoắn siêu nhỏ dành cho bộ thoát của đồng hồ Thụy Sĩ là một trong những ứng dụng lò xo quay chính xác nhất, với đường kính dây được đo bằng phần trăm milimét và các góc tự do được kiểm soát đến ±0,5°.
Lò xo hồi vị của bộ truyền động điều khiển chuyến bay, cơ cấu trang bị hệ thống vũ khí và chốt cửa thiết bị hạ cánh dựa vào lò xo quay để cung cấp mô-men xoắn đáng tin cậy trong phạm vi nhiệt độ từ −65°C đến 150°C hoặc cao hơn. Mỗi lò xo trong ứng dụng quan trọng của chuyến bay đều được truy tìm riêng bằng số lô, chứng chỉ vật liệu và hồ sơ lô xử lý nhiệt. Các thông số chương trình máy lò xo và kích thước dao được sử dụng để sản xuất từng lô được lưu trữ như một phần của bản ghi chất lượng AS9100. Việc kiểm tra độ mỏi tới 10 triệu chu kỳ ở mức tải hoạt động là điều phổ biến trước khi thiết kế lò xo quay mới được phê duyệt cho chuyến bay.
Lò xo hồi lưu ly hợp, cơ cấu hồi trục cam, bộ phận hỗ trợ truyền động van khí nén và lò xo thiên vị kẹp gắp robot là những ứng dụng công nghiệp khối lượng lớn trong đó lò xo quay thường được sản xuất với số lượng hàng triệu chiếc mỗi năm. Ở quy mô này, chi phí dây thô và tốc độ sản xuất máy lò xo trực tiếp thúc đẩy tính kinh tế của đơn vị. Năng suất cuộn dây mỗi phút trên máy lò xo điều khiển bằng servo hiện đại thường cao hơn 40–60% so với thiết bị dẫn động bằng cam cũ có công suất tương đương, giúp tiết kiệm chi phí đáng kể về mặt khối lượng. Mối quan hệ chặt chẽ với nhà cung cấp và các chương trình đặt hàng chung là phổ biến, trong đó các nhà cung cấp duy trì lượng lò xo đệm được tạo hình sẵn để hỗ trợ các yêu cầu giao hàng đúng lúc.

Hiểu lý do tại sao lò xo quay bị hỏng cũng quan trọng như hiểu cách thiết kế chúng. Hầu hết các sự cố tại hiện trường đều thuộc một số ít loại có thể dự đoán được, gần như tất cả đều có thể phòng ngừa được bằng thiết kế, lựa chọn vật liệu và kiểm soát quy trình sản xuất chính xác.
Đây là lỗi lò xo quay phổ biến nhất. Tải xoắn tập trung ứng suất ở bề mặt bên trong của cuộn dây do độ cong của dây, với hệ số hiệu chỉnh Wahl định lượng độ khuếch đại. Các lò xo bị biến dạng quá mức so với hành trình di chuyển theo thiết kế - hoặc không được xác định rõ ràng cho tải trọng tuần hoàn của chúng - sẽ bị nứt ở bán kính cuộn dây bên trong, thường sau một số chu kỳ nhất quán và có thể dự đoán được. Phòng ngừa: áp dụng hiệu chỉnh của Wahl trong tính toán thiết kế, xác định rõ độ lệch tối đa cho phép trên bản vẽ và xem xét việc bắn xuyên lò xo đã hoàn thiện để tạo ra ứng suất nén trước ở bề mặt ứng suất cao.
Khi một lò xo quay được tải vượt quá giới hạn đàn hồi của nó - dù chỉ một lần - thân cuộn dây sẽ có một góc cố định và lò xo không còn trở về góc tự do ban đầu nữa. Công suất mô-men xoắn giảm xuống và nếu ứng dụng phụ thuộc vào mức mô-men xoắn tối thiểu thì chức năng sẽ bị mất. Điều này xảy ra thường xuyên nhất khi các nhà thiết kế sử dụng độ lệch góc tối đa theo lý thuyết của lò xo mà không tính đến dung sai chế tạo và sự thay đổi của lắp ráp. Thiết kế an toàn hạn chế độ lệch làm việc ở mức 75–80% mức tối đa theo lý thuyết . Cài đặt trước lò xo tại nhà máy — cố tình áp dụng độ lệch tối đa để ổn định góc tự do trước khi giao hàng — là một biện pháp giảm thiểu phổ biến cho các ứng dụng chu kỳ cao.
Quá trình tẩy axit và mạ điện đưa hydro nguyên tử vào lưới dây thép. Ở dây lò xo cường độ cao - độ cứng trên khoảng 40 HRC - hydro này khuếch tán đến ranh giới hạt và nồng độ ứng suất, gây ra hiện tượng gãy giòn muộn dưới tải trọng kéo, đôi khi vài giờ hoặc vài ngày sau quá trình mạ. Lò xo xoắn đặc biệt nhạy cảm vì bán kính cuộn dây bên trong luôn chịu ứng suất kéo dư khi lò xo ở trạng thái quấn kín. Biện pháp giảm thiểu chính xác là nướng sau đĩa ở nhiệt độ 190–220°C trong tối thiểu 4 giờ trong vòng 1 giờ sau khi mạ. Hãy xem xét các quy trình mạ kẽm-niken hoặc cơ học vốn đã tránh được nguy cơ giòn do hydro đối với các ứng dụng lò xo quay có độ bền cao nhất.
Một lò xo quay trong trạng thái xoắn thực sự giảm đường kính cuộn dây khi nó cuộn lên (đối với một lò xo quấn gần bên phải được tải theo hướng cuộn dây chặt). Nếu các cuộn dây tiếp xúc sớm với trục hoặc lỗ vỏ, tốc độ lò xo hiệu dụng sẽ thay đổi phi tuyến tính và hình dạng chân sẽ dịch chuyển. Luôn tính toán đường kính cuộn dây quấn ở độ lệch tối đa và so sánh nó với đường kính lỗ khoan có khe hở thích hợp. Ở giai đoạn cuối sản xuất, người vận hành máy lò xo phải xác minh rằng đường kính cuộn dây quấn kín nằm trong dung sai quy định trên bản vẽ - một bước kiểm tra rất dễ bị bỏ qua nếu chỉ thực hiện các phép đo góc tự do và tốc độ lò xo trong quá trình kiểm tra bài viết đầu tiên.
Một lò xo quay không thể được xác minh một cách nhất quán so với thông số kỹ thuật của nó là một rủi ro trách nhiệm pháp lý chứ không chỉ là vấn đề về chất lượng. Ngành này đã phát triển các tiêu chuẩn tài liệu và thử nghiệm được thiết lập tốt để áp dụng trên hầu hết tất cả các môi trường sản xuất.
Phép đo mômen xoắn ở một hoặc hai vị trí góc xác định là phép thử nghiệm thu cơ bản đối với bất kỳ lò xo quay nào. Máy kiểm tra lò xo xoắn chuyên dụng áp dụng chuyển động quay có kiểm soát cho một chân trong khi chân còn lại được cố định, đọc mô-men xoắn được tạo ra ở các vị trí góc xác định. Máy kiểm tra mô-men xoắn được vi tính hóa hiện đại ghi lại toàn bộ đường cong mô-men xoắn so với góc, cho phép tính toán tốc độ lò xo trên bất kỳ phạm vi góc nào. Đối với các ứng dụng ô tô và hàng không vũ trụ, việc kiểm tra mô-men xoắn 100% được tích hợp trực tiếp vào băng tải thoát của máy lò xo ngày càng trở thành tiêu chuẩn, với máng loại bỏ tự động dành cho các bộ phận vượt quá dung sai.
Góc tự do - góc giữa hai chân không có mômen xoắn tác dụng - xác định trực tiếp tải trước được lắp đặt khi lò xo được lắp vào cụm. Nó được đo bằng thước đo góc hoặc hệ thống thị giác. Chiều dài chân và góc uốn được xác minh bằng bộ so sánh quang học hoặc máy đo tọa độ cho các bộ phận có dung sai chặt chẽ. Các nhà sản xuất máy lò xo hiện đại cung cấp hệ thống kiểm tra trực quan tích hợp để đo góc tự do, đường kính cuộn dây, chiều dài tự do và hình dạng chân ở tốc độ sản xuất, đánh dấu sự trôi dạt trước khi chúng trở thành sự kiện vượt quá khả năng chịu đựng.
Đối với các ứng dụng động, thử nghiệm độ mỏi mẫu được thực hiện bằng cách đạp lò xo giữa các góc lệch tối thiểu và tối đa ở tần số xác định - thường là 500–1.500 chu kỳ mỗi phút trên giàn mỏi cơ giới. Số chu kỳ cần thiết tùy thuộc vào ứng dụng: sản phẩm tiêu dùng có thể yêu cầu 50.000 chu kỳ; linh kiện an toàn ô tô thường yêu cầu 2 triệu trở lên . Lỗi được định nghĩa là đứt gãy hoặc giảm công suất mô-men xoắn xuống dưới ngưỡng xác định. Đường cong S-N (ứng suất so với chu kỳ dẫn đến hư hỏng) được tạo ra cho các vật liệu hoặc thiết kế mới để thiết lập giới hạn ứng suất làm việc an toàn.
các most widely referenced standards governing rotational spring design and testing include:
Việc chọn máy lò xo để sản xuất lò xo quay đòi hỏi khả năng của máy phải phù hợp với nhu cầu sản xuất hiện tại và yêu cầu thực tế trong tương lai. Lựa chọn máy sai — hoặc không được chỉ định hoặc được chỉ định quá mức — sẽ tạo ra các vấn đề về năng suất và chi phí kéo dài suốt thời gian sử dụng của máy, thường là 15–25 năm.
Một máy lò xo không được bảo trì thường xuyên sẽ bị mất hiệu chuẩn theo những cách khó phát hiện nếu không có sự giám sát có hệ thống. Các phương pháp bảo trì chính cho thiết bị sản xuất lò xo quay bao gồm:
Đối với người mua và kỹ sư thu mua, việc hiểu được yếu tố thúc đẩy chi phí đơn vị lò xo quay giúp có thể thách thức các báo giá một cách thông minh và cộng tác với các nhà cung cấp để giảm chi phí mà không ảnh hưởng đến chất lượng.
| Trình điều khiển chi phí | Tác động đến chi phí đơn vị | Chiến lược giảm thiểu |
|---|---|---|
| Chất liệu dây (loại hợp kim) | Cao | Chỉ định điểm yêu cầu tối thiểu; tránh chỉ định quá mức |
| Khối lượng đặt hàng | Rất cao | Tổng hợp đơn hàng; sử dụng PO chung với lệnh gọi tắt |
| Độ phức tạp hình học | Trung bình đến cao | Đơn giản hóa hình học chân nơi chức năng cho phép |
| Độ kín dung sai | Trung bình đến cao | Sử dụng dung sai tiêu chuẩn DIN/ISO trừ khi độ chính xác là rất quan trọng |
| Bề mặt hoàn thiện | Thấp đến trung bình | Kết hợp thông số lớp phủ với mức độ tiếp xúc với ăn mòn thực tế |
| Yêu cầu kiểm tra 100% | Trung bình | Đánh giá xem việc lấy mẫu AQL có đáp ứng được rủi ro chất lượng hay không |
| Xử lý nhiệt/cài đặt trước | Thấp | Bao gồm nếu tải theo chu kỳ hoặc độ ổn định kích thước là rất quan trọng |
Một trong những đòn bẩy giảm chi phí hiệu quả nhất dành cho người mua là hợp lý hóa mức độ chấp nhận. Một bản vẽ chỉ định dung sai tốc độ lò xo ±3% buộc nhà cung cấp phải thực hiện kiểm tra mô-men xoắn 100% và phân loại hoặc loại bỏ các bộ phận vượt quá dung sai. Giảm xuống ±8% — vẫn được chấp nhận đối với nhiều ứng dụng — có thể cho phép chấp nhận lấy mẫu AQL, cắt giảm chi phí kiểm tra 60–70% về số lượng. Luôn thách thức các dung sai chặt chẽ bằng cách truy tìm chúng theo yêu cầu chức năng thực tế.
các terms are used interchangeably in engineering practice. "Torsion spring" is the formal technical term used in design standards and material specifications. "Rotational spring" describes the same component's function — it stores energy through rotation rather than linear displacement. Both terms refer to the same family of spring components.
Một lò xo xoắn xoắn tiêu chuẩn được thiết kế để chỉ chịu tải theo một hướng - hướng đóng (cuộn) cuộn dây. Tải theo hướng ngược lại sẽ mở cuộn dây và tạo ra các điều kiện ứng suất rất khác nhau, có khả năng làm cho các cuộn dây tách ra và lò xo bị vênh hoặc bay ra khỏi trục của nó. Đối với mô-men xoắn hai chiều, lò xo xoắn kép (hai phần cuộn dây quấn theo hướng ngược nhau) là giải pháp chính xác.
Hướng gió được xác định là hướng phải (RH) hoặc hướng trái (LH). Đối với lò xo quấn bên phải, vòng xoắn tiến lên theo chiều kim đồng hồ khi nhìn từ đầu chân. Hướng gió chính xác phụ thuộc vào cách lò xo được tải trong cụm: tải trọng phải được tác dụng theo hướng đóng (cuộn) cuộn dây. Chỉ định hướng gió sai là một trong những lỗi phổ biến nhất trên bản vẽ lò xo xoắn và người vận hành máy lò xo có năng lực hoặc kỹ sư nhà cung cấp thường sẽ truy vấn bản vẽ không rõ ràng trước khi tiếp tục.
Số lượng đặt hàng tối thiểu rất khác nhau tùy theo nhà cung cấp và độ phức tạp của lò xo. Đối với một xưởng sản xuất chạy máy lò xo CNC, MOQ cho lò xo xoắn đơn giản thường dao động từ 500 đến 2.000 chiếc cho kích thước dây tiêu chuẩn. Lò xo y tế hoặc hàng không vũ trụ có độ chính xác cao có thể có MOQ thấp tới 50–100 chiếc do chi phí thiết lập và tài liệu cao. Số lượng nguyên mẫu từ 10–50 chiếc có sẵn từ các nhà cung cấp đặc biệt với chi phí tăng thêm đáng kể cho mỗi chiếc. Các chương trình sản xuất số lượng lớn cho các ứng dụng ô tô thường chạy với số lượng từ 100.000 đến vài triệu chiếc mỗi năm.
các elastic modulus of spring steel decreases with increasing temperature. For standard carbon steel wire, the modulus drops by approximately 2% mỗi lần tăng 50°C trên nhiệt độ phòng. Điều này có nghĩa là tốc độ lò xo giảm - lò xo trở nên mềm hơn - ở nhiệt độ vận hành cao. Một ứng dụng yêu cầu mô-men xoắn tối thiểu chính xác ở 150°C phải được thiết kế với mô-đun giảm. Ở nhiệt độ dưới 0, mô đun tăng nhẹ, làm cứng lò xo, nhưng thép có hàm lượng carbon thấp cũng dễ bị gãy giòn; thép không gỉ hoặc titan được ưu tiên để có hiệu suất ổn định dưới 0.
DIN 2088 và ISO 26909 đều cung cấp các cấp dung sai tiêu chuẩn cho kích thước lò xo xoắn. Dung sai góc tự do trong điều kiện sản xuất tiêu chuẩn thường nằm trong khoảng từ ±2° đến ±5° đối với hầu hết các đường kính dây. Dung sai chặt chẽ hơn — ±1° hoặc cao hơn — có thể đạt được bằng kiểm tra quang học 100% trên máy lò xo được trang bị thị giác nhưng làm tăng thêm chi phí đáng kể. Luôn xác nhận với nhà cung cấp mức dung sai mà quy trình sản xuất tiêu chuẩn của họ đạt được một cách tự nhiên trước khi chỉ định các giá trị chặt chẽ hơn mức cần thiết trên bản vẽ kỹ thuật.

TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK12120 MÁY CUỘN LÒ XO CNC 12AXES TK-12120 ...
See Details


TK-5200 MÁY CUỘN LÒ XO CNC 5AXES TK-5200 ...
See Details
TK-5160 MÁY CUỘN LÒ XO CNC 5AXES TK-5160 ...
See Details
TK-5120 MÁY CUỘN LÒ XO CNC 5AXES TK-5120 ...
See DetailsMã QR di động

 Language
Language  中文简体
中文简体

