Máy uốn hoạt động bằng cách tác dụng một lực có kiểm soát lên phôi - thường là kim loại, dây hoặc ống - để biến dạng nó thành một góc hoặc hình dạng cụ thể mà không cần cắt hoặc hàn. Máy sử dụng sự kết hợp của chày (khuôn trên), khuôn (khuôn dưới) và thước đo phía sau để định vị và uốn vật liệu với độ chính xác lặp lại. Cơ học cơ bản dựa vào việc vượt quá giới hạn chảy của vật liệu để nó biến dạng vĩnh viễn, trong khi vẫn duy trì ở dưới độ bền kéo để tránh gãy xương.
Trong thực tế, khi chày đi xuống khuôn, nó buộc tấm kim loại hoặc dây phải tuân theo hình dạng của khuôn. Góc đạt được phụ thuộc vào độ sâu thâm nhập, chiều rộng lỗ khuôn và đặc tính đàn hồi của vật liệu. Máy uốn CNC hiện đại kiểm soát tất cả các biến này bằng kỹ thuật số, cho phép dung sai chặt chẽ đến ±0,1° trên góc uốn và ±0,1 mm ở vị trí thước đo phía sau.
Có một số phương pháp uốn chính trong sử dụng công nghiệp, mỗi phương pháp phù hợp với các vật liệu và khối lượng sản xuất khác nhau:
Hiểu rõ chức năng của từng bộ phận sẽ giúp người vận hành khắc phục sự cố và tối ưu hóa chất lượng đầu ra. Mỗi máy uốn, bất kể loại nào, đều có chung một bộ thành phần cơ khí và điều khiển.
Khung máy là kết cấu thép hàn hoặc đúc có tác dụng hấp thụ lực uốn mà không bị lệch. Trên các phanh báo chí lớn có tải trọng từ 400 tấn trở lên, bệ sẽ bị lệch đáng kể khi chịu tải - đôi khi là 0,3–0,5 mm trên nhịp 4 mét. Các máy tốt hơn sử dụng hệ thống đỉnh (dựa trên cơ khí hoặc thủy lực) để bù cho độ lệch này và duy trì tính nhất quán về góc trên toàn bộ chiều dài bộ phận.
Thanh ram mang dụng cụ phía trên (đục lỗ) và được dẫn động xuống dưới bằng xi lanh thủy lực, bộ truyền động điện-phụ hoặc bộ lệch tâm cơ học. Phanh ép servo-điện, hiện là tiêu chuẩn trong các cửa hàng kim loại tấm chính xác, đạt được độ lặp lại định vị là ±0,01 mm - tốt hơn đáng kể so với các thiết kế thủy lực thông thường thường đạt được ±0,04 mm.
Bán kính đầu chày, chiều rộng lỗ khuôn (độ mở chữ V) và bán kính vai khuôn đều ảnh hưởng trực tiếp đến chất lượng uốn cong. Một quy tắc tiêu chuẩn là lỗ mở chữ V phải có độ dày vật liệu gấp 6–10 lần. Ví dụ, uốn thép nhẹ 3 mm thường sử dụng khuôn chữ V 20–24 mm. Sử dụng khuôn quá hẹp sẽ khiến vật liệu bị mỏng và nứt quá mức; khuôn quá rộng sẽ làm tăng độ đàn hồi và giảm độ chính xác của góc.
Máy đo phía sau là một điểm dừng cơ giới giúp định vị vật liệu một cách chính xác trước mỗi lần uốn. Máy đo mặt sau đa trục hiện đại (thường là 4–6 trục) cho phép điều khiển CNC cả chiều sâu và chiều cao, cho phép sản xuất các bộ phận có mặt bích phức tạp một cách tự động mà không cần định vị lại thủ công. Độ chính xác của thước đo phía sau xác định trực tiếp dung sai chiều dài mặt bích, dung sai này trên phanh máy ép CNC được bảo trì tốt sẽ chạy từ ±0,1 đến ±0,2 mm.
Máy uốn hiện đại chạy bộ điều khiển CNC chuyên dụng (Delem, Cybelec hoặc hệ thống độc quyền) lưu trữ các chương trình uốn, tính toán trọng tải cần thiết, bù độ đàn hồi và điều phối chuyển động đa trục. Lập trình ngoại tuyến thông qua phần mềm CAD/CAM (ví dụ: Radan, SolidTác phẩm Bend) cho phép các kỹ sư phát triển trình tự chấn trên máy tính và chuyển chúng trực tiếp vào máy, giảm thời gian thiết lập từ 40–70% so với lập trình thử và sai thủ công.
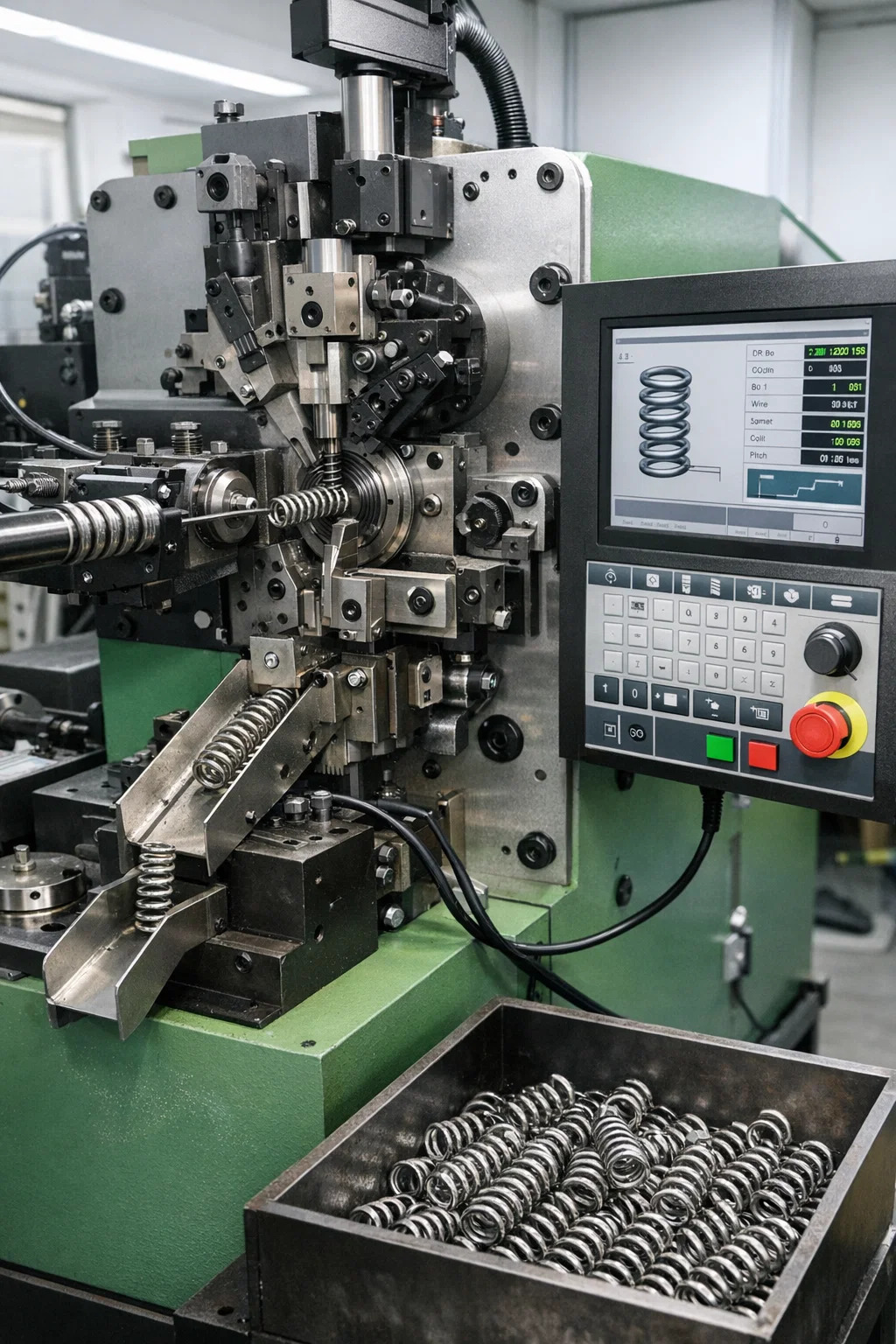
Máy uốn lò xo là một loại máy uốn chuyên dụng được thiết kế đặc biệt để tạo dây hoặc phôi phẳng thành lò xo và các hình dạng giống như lò xo - bao gồm cuộn dây, lò xo xoắn, lò xo nén, lò xo kéo dài và dạng dây tùy chỉnh. Không giống như phanh ép kim loại tấm tiêu chuẩn, máy uốn lò xo hoạt động với các chốt uốn quay, cam có thể điều chỉnh và cơ cấu cấp dây phối hợp với nhau để liên tục định hình dây khi được đưa qua máy.
Chu trình làm việc cơ bản của máy uốn lò xo CNC trải qua các giai đoạn sau:
Máy uốn lò xo CNC tốc độ cao thường tạo ra 30–200 lò xo mỗi phút tùy thuộc vào đường kính dây và độ phức tạp của lò xo. Một số máy cuộn khối lượng lớn chạy dây mỏng (0,1–0,5 mm) trong lĩnh vực điện tử vượt quá 400 phần mỗi phút.
Máy uốn lò xo có nhiều cấu hình tùy thuộc vào loại lò xo và yêu cầu sản xuất:
| Loại máy | Phạm vi đường kính dây | Ứng dụng điển hình | Tốc độ sản xuất |
|---|---|---|---|
| Máy cuộn lò xo nén | 0,1 – 20 mm | Hệ thống treo ô tô, van công nghiệp | 30 – 200 chiếc/phút |
| Máy cuộn lò xo mở rộng | 0,2 – 12 mm | Bản lề cửa, cơ cấu thu vào | 20 – 150 chiếc/phút |
| Máy uốn lò xo xoắn | 0,3 – 10 mm | Kẹp quần áo, tiếp điểm điện, kẹp | 15 – 80 chiếc/phút |
| Máy tạo dây CNC | 0,5 – 16 mm | Hình dạng dây, móc, giá đỡ tùy chỉnh | 5 – 60 chiếc/phút |
| Máy uốn lò xo phẳng | Dải dày 0,1 – 3 mm | Điểm tiếp xúc của pin, thiết bị đầu cuối vừa vặn | 20 – 120 chiếc/phút |
Springback là một trong những thách thức quan trọng nhất trong bất kỳ hoạt động uốn nào, cho dù trên máy ép kim loại tấm hay máy uốn lò xo. Khi một lực làm cong kim loại, chỉ một phần biến dạng là dẻo (vĩnh viễn). Phần đàn hồi sẽ phục hồi sau khi lực được giải phóng, khiến bộ phận đó đàn hồi trở lại hình dạng ban đầu. Đối với tấm thép nhẹ thông thường, góc hồi phục thường dao động từ 1° đến 5°, trong khi thép cường độ cao và thép không gỉ có thể đàn hồi ngược 6°–12° trở lên.
Máy uốn lò xo phải đối mặt với một dạng đặc biệt nghiêm trọng của vấn đề này. Toàn bộ sản phẩm được xác định bởi khả năng phục hồi đàn hồi của nó - ví dụ như lò xo nén phải lưu trữ và giải phóng năng lượng có thể dự đoán được, do đó quá trình cuộn phải tính toán độ đàn hồi một cách chính xác để đạt được độ dài tự do và tốc độ lò xo mục tiêu. Một lò xo đàn hồi nhiều hơn mức đã lập trình sẽ quá dài; một cái ít đàn hồi hơn sẽ quá ngắn và cả hai sẽ không vượt qua được quá trình kiểm tra tải.
Sự khác biệt giữa máy uốn điều khiển bằng CNC và máy uốn thủ công vượt xa giá cả. Mỗi cái có một bối cảnh hoạt động cụ thể nơi nó mang lại lợi nhuận tốt nhất.
| Tiêu chí | Máy uốn CNC | Máy uốn thủ công |
|---|---|---|
| Độ lặp lại góc | ±0,1° – ±0,3° | ±1° – ±3° (phụ thuộc vào người vận hành) |
| thời gian thiết lập | 5–20 phút (gọi lại chương trình) | 30–90 phút (điều chỉnh thủ công) |
| Kích thước lô phù hợp | 1 – 100.000 | 1 – 500 (công việc tùy chỉnh khối lượng thấp) |
| Yêu cầu kỹ năng vận hành | Trung bình (lập trình CNC) | Cao (có kinh nghiệm uốn cong) |
| Giá máy ban đầu | 30.000 USD – 500.000 USD | 1.000 USD – 30.000 USD |
| hình học phức tạp | Tuyệt vời (tự động hóa đa trục) | Bị giới hạn |
Đặc biệt, đối với máy uốn lò xo, hệ thống CNC chiếm ưu thế trong sản xuất khối lượng từ trung bình đến cao vì hình dạng dạng dây gần như không thể sao chép một cách nhất quán bằng cách điều chỉnh chốt thủ công khi tốc độ chạy vượt quá 50 phần mỗi phút. Máy uốn lò xo thủ công vẫn có thể sử dụng được cho công việc nguyên mẫu, các cửa hàng sửa chữa đặc biệt và các lô lò xo dây có đường kính lớn rất nhỏ nơi thời gian thiết lập máy nhỏ hơn thời gian sản xuất thực tế.
Máy uốn không phụ thuộc vào vật liệu. Mỗi loại vật liệu phản ứng khác nhau với lực uốn và các thông số máy phải được điều chỉnh tương ứng.
Chọn sai máy là một sai lầm đắt giá. Máy uốn phù hợp phụ thuộc vào ít nhất sáu yếu tố hội tụ và mỗi yếu tố phải được đánh giá cùng nhau thay vì tách biệt.
Đối với tấm kim loại, thang trọng tải yêu cầu với cường độ năng suất vật liệu và bình phương độ dày . Tăng gấp đôi độ dày vật liệu gần gấp bốn lần trọng tải yêu cầu. Một xưởng chủ yếu uốn thép nhẹ dày 3 mm có chiều rộng lên tới 2.500 mm cần công suất phanh ép khoảng 100–160 tấn. Nếu sau này họ cần uốn thép không gỉ 6 mm thì chi tiết đó có thể cần tới 400 tấn — vượt xa định mức của máy.
Đối với công việc lò xo, phạm vi đường kính dây hầu như chỉ dẫn đến việc lựa chọn máy. Máy uốn lò xo được thiết kế cho dây 0,5–4 mm không thể xử lý dây 8 mm một cách đáng tin cậy mà không gây nguy cơ quá tải động cơ và gãy dụng cụ.
Các đường uốn 2D đơn giản trên tấm phẳng có thể được xử lý bằng bất kỳ máy ép nào. Các bộ phận có mối quan hệ mặt bích phức tạp, đường uốn cong hoặc góc âm yêu cầu dụng cụ lệch tâm, cấu hình khuôn đặc biệt hoặc thao tác bộ phận bằng robot. Đối với các dạng dây có dạng hình học 3D - móc, vòng và uốn nhiều mặt phẳng - chỉ máy tạo dây CNC nhiều trục có 6 trục được điều khiển độc lập trở lên mới có thể xử lý khối lượng sản xuất đầu ra.
Một cửa hàng sản xuất 50 giá đỡ tùy chỉnh mỗi tuần không có lý do chính đáng nào cho một chiếc phanh ép CNC trị giá 200.000 USD với bộ thay dao tự động. Ngược lại, một nhà sản xuất lò xo chạy 500.000 lò xo nén mỗi tháng không thể dựa vào máy cuộn bán tự động - thời gian chu kỳ và độ mòn của dụng cụ sẽ khiến chi phí không bền vững. Phân tích hòa vốn cho thấy một cách nhất quán rằng máy uốn lò xo CNC hoàn vốn đầu tư trong vòng 12–24 tháng với tốc độ sản xuất trên 50.000 bộ phận mỗi tháng so với các giải pháp thay thế thủ công hoặc bán tự động.
Các bộ phận hàng không vũ trụ và y tế thường yêu cầu góc uốn được giữ ở mức ± 0,25° và chiều dài mặt bích ở mức ± 0,1 mm. Gần như không thể đạt được điều này một cách đáng tin cậy trên phanh ép thủy lực mà không có phản hồi đo góc trong toàn bộ quá trình sản xuất. Để uốn lò xo, dung sai chiều dài tự do ±0,3 mm trên thân lò xo 50 mm yêu cầu máy có độ phân giải cấp dây ổn định và bù lò xo nhất quán - thường chỉ có thể đạt được với bộ cuộn CNC điều khiển bằng servo.
Ngay cả những chiếc máy được cấu hình tốt cũng có thể tạo ra những bộ phận bị lỗi khi các biến số không được kiểm soát. Các vấn đề sau đây được báo cáo thường xuyên nhất trong cả hoạt động của máy chấn phanh và máy uốn lò xo.
Nếu góc uốn đúng ở tâm nhưng mở ra về phía hai đầu thì bệ máy bị lệch khi chịu tải. Một khúc cua dài 3 mét trên phanh ép 250 tấn mà không có vành hoạt động có thể cho thấy độ lệch 0,4–0,8 mm ở tâm so với các đầu, chuyển thành góc thay đổi 1°–2°. Cách khắc phục là một bàn chỉnh thủy lực hoặc cơ khí hoặc các đoạn dụng cụ ngắn hơn cho phép điều chỉnh theo từng phần.
Vết nứt xảy ra khi độ giãn của sợi bên ngoài vượt quá khả năng giãn dài của vật liệu. Các nguyên nhân phổ biến bao gồm sử dụng bán kính chày nhỏ hơn mức khuyến nghị tối thiểu cho vật liệu (đối với nhôm 6061-T6, bán kính bên trong tối thiểu thường là 1,5–2× độ dày vật liệu), uốn theo hướng thớ của tấm cán hoặc sử dụng vật liệu đã được tôi cứng từ các hoạt động tạo hình trước đó. Xoay bộ phận 90° so với hướng cán thường giúp loại bỏ vết nứt trên vật liệu có đường biên.
Sự phân tán chiều dài tự do trong các lò xo sản xuất (ví dụ: ±1 mm trên mục tiêu ±0,3 mm) thường bắt nguồn từ một trong ba nguyên nhân: sự thay đổi đường kính dây giữa các cuộn dây vượt quá dung sai mà máy đã hiệu chuẩn, những thay đổi do nhiệt độ gây ra về độ cứng vật liệu trong quá trình sản xuất dài hoặc các con lăn cấp liệu bị mòn và trượt không liên tục. Thay thế hạt dao nạp sau mỗi 300–500 giờ hoạt động là bảo trì phòng ngừa tiêu chuẩn ở các cửa hàng lò xo có số lượng lớn.
Hiện tượng xoắn xảy ra khi ứng suất dư trong cuộn dây không được giải phóng đồng đều khi dây đi qua máy. Một bộ ép dây (loại quay hoặc loại con lăn) được gắn giữa ống cuộn dây và các con lăn cấp liệu sẽ loại bỏ bộ cuộn dây trước khi tạo hình. Hầu hết các thiết lập máy uốn lò xo sản xuất đều bao gồm máy ép tóc 7 hoặc 9 con lăn làm thiết bị tiêu chuẩn.
Máy uốn - đặc biệt là phanh ép thủy lực có tải trọng từ 100 tấn trở lên - tạo ra lực có khả năng nghiền nát bàn tay và gây thương tích nghiêm trọng. Các tiêu chuẩn an toàn không phải là tùy chọn trong bất kỳ môi trường hoạt động chuyên nghiệp nào.
Một máy uốn được bảo trì tốt sẽ có thời gian sử dụng hiệu quả từ 20–30 năm. Những máy móc bị bỏ quên sẽ xuống cấp nhanh chóng, tạo ra các bộ phận không còn dung sai và tạo ra các mối nguy hiểm về an toàn. Các phương pháp bảo trì sau đây là không thể thương lượng trong môi trường sản xuất.
Dụng cụ thường là chi phí bảo trì định kỳ cao nhất trong cả hoạt động của máy ép phanh và máy uốn lò xo. Mũi đấm bị mòn và nick; vai chết bị ăn mòn do tiếp xúc kim loại lặp đi lặp lại. Một bộ dụng cụ phanh ép chính xác cho máy 3 mét có thể có giá từ 3.000 đến 15.000 USD, giúp việc bảo quản thích hợp (giá đỡ dụng cụ, vỏ bảo vệ) và quy trình xử lý trở thành biện pháp kiểm soát chi phí trực tiếp.

TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK12120 MÁY CUỘN LÒ XO CNC 12AXES TK-12120 ...
See Details


TK-5200 MÁY CUỘN LÒ XO CNC 5AXES TK-5200 ...
See Details
TK-5160 MÁY CUỘN LÒ XO CNC 5AXES TK-5160 ...
See Details
TK-5120 MÁY CUỘN LÒ XO CNC 5AXES TK-5120 ...
See DetailsMã QR di động

 Language
Language  中文简体
中文简体

