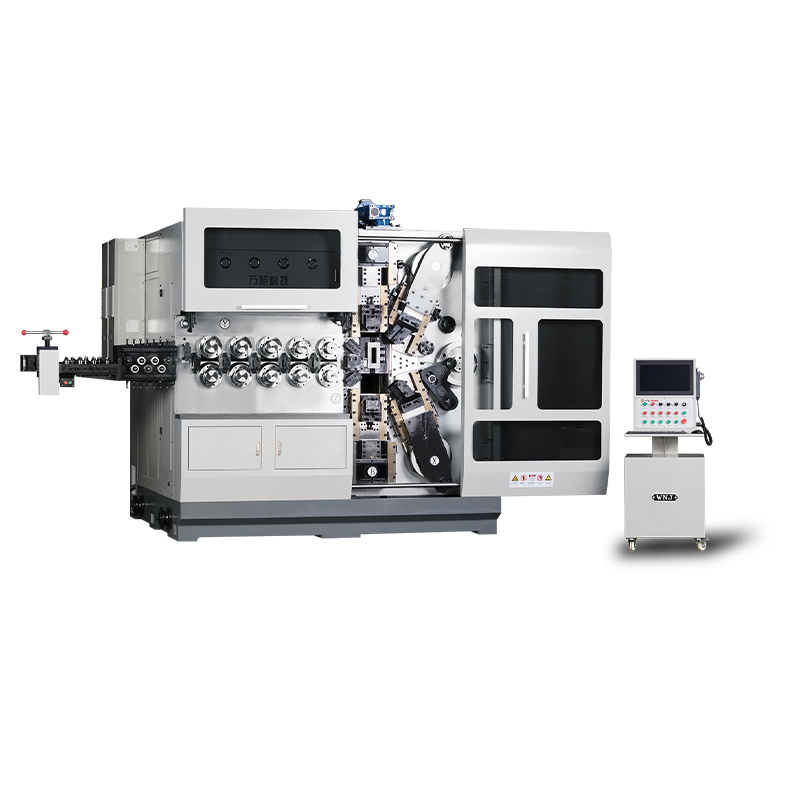
Máy uốn dây CNC tạo dây thành các hình dạng chính xác, có thể lặp lại bằng cách đưa dây thô qua một đầu có thể lập trình để quay, kéo và uốn dọc theo nhiều trục mà không cần người vận hành điều chỉnh dụng cụ giữa các bộ phận. Câu trả lời ngắn gọn cho điều khiến một người đáng đầu tư là tính nhất quán về khối lượng: một chiếc máy được điều chỉnh phù hợp sẽ giữ các góc uốn cong bên trong ±0,5 độ trải qua hàng nghìn chu kỳ, một số máy uốn thủ công và thậm chí cả thiết lập máy uốn lò xo bán tự động thủy lực đều gặp khó khăn để phù hợp khi tình trạng mệt mỏi hoặc doanh thu của người vận hành xuất hiện.
Điều này quan trọng nhất trong các ngành mà một lần uốn cong vượt quá giới hạn dung sai có thể biến toàn bộ lô thành phế liệu - kẹp treo ô tô, dạng dây y tế, chân nối điện tử và lưới thép kiến trúc đều có chung khả năng chịu trôi thấp này. Phần còn lại của hướng dẫn này sẽ trình bày cách thức hoạt động thực sự của các máy này, chúng hoạt động tốt hơn các phương pháp uốn cũ ở điểm nào, thông số kỹ thuật nào thực sự quan trọng khi so sánh các mẫu và thói quen bảo trì xác định liệu máy có còn duy trì dung sai sau 5 năm sản xuất ba ca hay không.
Máy uốn dây CNC thực sự tạo thành một bộ phận như thế nào
Quá trình này bắt đầu bằng việc máy ép dây kéo sợi dây ra khỏi cuộn dây hoặc ống cuộn và loại bỏ bộ nhớ độ cong tích tụ trong quá trình bảo quản. Việc làm thẳng không đều là một trong những lý do phổ biến nhất khiến uốn cong bị lệch ngay cả khi lập trình chính xác, bởi vì đầu uốn cho rằng nó đang hoạt động với dây chết thẳng đi vào vùng tạo hình.
Sau khi làm thẳng, cơ cấu cấp dây được điều khiển bằng servo sẽ đẩy dây lên một khoảng cách đo được - đây là trục tuyến tính. Sau đó, đầu uốn xoay sẽ xoay quanh dây theo một góc được lập trình và trên máy nhiều trục, đầu thứ hai hoặc thứ ba có thể tự xoay dây, cho phép uốn theo các mặt phẳng khác nhau mà không cần định vị lại bộ phận bằng tay. Mỗi chuyển động này được điều khiển độc lập, đây là yếu tố phân biệt máy uốn dây CNC thực sự với máy uốn cơ khí điều khiển bằng cam vốn chỉ có thể lặp lại một hình dạng cố định cho mỗi thiết lập dụng cụ.
Ba trục xác định khả năng uốn
- Trục cấp liệu - kiểm soát khoảng cách dây tiến lên trước lần uốn tiếp theo, xác định độ dài đoạn
- Trục uốn cong - điều khiển góc quay của đầu uốn cong, từ vài độ cho đến xoay hoàn toàn 180 độ của kẹp tóc
- Trục quay - quay dây xung quanh đường tâm của chính nó để các uốn cong có thể xảy ra ngoài mặt phẳng, tạo ra các hình dạng 3D thay vì dạng phẳng
Một máy bị giới hạn ở hai trục vẫn có thể tạo ra các lò xo và giá đỡ phẳng tuyệt vời, nhưng bất cứ thứ gì giống với dạng dây 3D - tay cầm, kẹp ô tô có chân lệch hoặc hình dạng dây dẫn y tế - đều cần trục quay thứ ba đó để tránh định vị lại thủ công giữa các lần uốn.
Uốn CNC so với truyền thống Máy uốn lò xo Cài đặt
Các thiết kế máy uốn lò xo cũ hơn, đặc biệt là các loại cam và đòn bẩy, vẫn phổ biến trên các sàn nhà máy vì chúng không tốn kém để bảo trì và vận hành đơn giản đối với một hình dạng lặp đi lặp lại. Sự đánh đổi xuất hiện vào thời điểm cửa hàng cần chuyển đổi sản phẩm. Việc thay đổi thiết lập dựa trên cam sang cấu hình uốn mới thường có nghĩa là hoán đổi vật lý dụng cụ và cắt lại cam, một quá trình có thể mất nửa ca hoặc lâu hơn tùy thuộc vào độ phức tạp.
Sự thay đổi điển hình và sự khác biệt về dung sai giữa các phương pháp uốn được sử dụng trong tạo hình dây và lò xo. | Phương pháp uốn | Thời gian chuyển đổi | Dung sai góc điển hình | Phù hợp nhất cho |
| Uốn tay bằng tay | ngay lập tức | ±3 đến 5 độ | Nguyên mẫu, các bộ phận chỉ dùng một lần |
| Máy uốn lò xo dẫn động bằng cam | 2 đến 6 giờ | ±1 đến 2 độ | Quá trình sản xuất kéo dài và không thay đổi |
| Máy uốn dây CNC | 10 đến 30 phút | ±0,3 đến 0,5 độ | Sản xuất hàng loạt, thay đổi thiết kế thường xuyên |
Khoảng cách chuyển đổi là con số thường quyết định việc mua hàng. Một cửa hàng chạy các lô nhỏ gồm hàng chục số bộ phận khác nhau mỗi tuần sẽ mất nhiều thời gian đặt lại cam hơn so với việc lập trình trình tự uốn mới trên máy CNC, trong đó chương trình đã lưu sẽ tải trong vòng chưa đầy một phút.
Vật liệu dây và cách uốn mà mỗi người yêu cầu
Không phải mọi dây đều phản ứng với việc uốn cong theo cùng một cách và các cài đặt của máy phải tính đến độ đàn hồi - một lượng nhỏ dây sẽ giãn ra về phía thẳng sau khi đầu uốn thả nó ra. Springback là nguồn lỗi thứ nguyên lớn nhất trong việc tạo dây và nó thay đổi đáng kể theo vật liệu và đường kính.
Vật liệu thông thường và xu hướng hồi phục của chúng
- Dây thép carbon thấp - độ đàn hồi vừa phải, có thể dự đoán được và dễ bù đắp với góc uốn cố định
- Dây thép không gỉ (cấp 302/304) - độ đàn hồi cao hơn thép cacbon, thường cần hiệu chỉnh uốn cong từ 5 đến 8 phần trăm
- Dây nhạc / dây lò xo carbon cao - loại dây có độ đàn hồi cao nhất trong các loại dây uốn thông thường, thường yêu cầu uốn cong quá mức được lập trình vượt quá 10 phần trăm
- Dây đồng và dây đồng thau - độ đàn hồi tối thiểu, uốn cong gần với góc được lập trình mà không cần chỉnh sửa nhiều
- Dây nhôm - độ đàn hồi thấp nhưng dễ bị hằn bề mặt nếu áp suất dụng cụ không phù hợp với vật liệu mềm hơn
Bộ điều khiển CNC hiện đại xử lý việc này bằng cách lưu trữ giá trị bù đàn hồi cho mỗi tổ hợp vật liệu và đường kính, do đó, người vận hành chuyển từ dây không gỉ sang dây nhạc chỉ cần tải một biên dạng được lưu trữ khác thay vì tính toán lại góc uốn bằng tay. Nếu không có khoản bù được lưu trữ này, mọi thay đổi về vật liệu sẽ trở thành một quá trình thử và sai của việc kiểm tra độ uốn và điều chỉnh góc trước khi các bộ phận sản xuất trở nên chính xác.
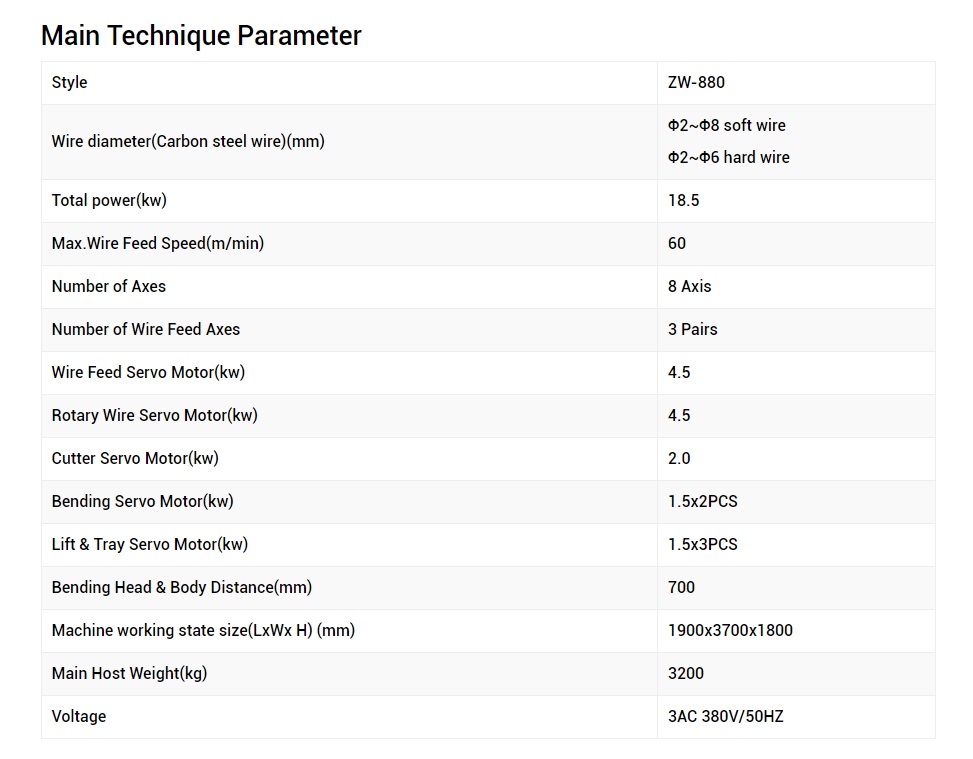
Thông số kỹ thuật thực sự dự đoán hiệu suất của máy
Tài liệu bán hàng về thiết bị uốn dây có xu hướng dẫn đầu với số trục và đường kính dây tối đa, nhưng một số số liệu khác quan trọng hơn đối với sản lượng hàng ngày khi máy được đặt trên sàn.
Độ chính xác và độ lặp lại của nguồn cấp dữ liệu
Độ chính xác của bước tiến mô tả độ chính xác của máy tiến dây giữa các lần uốn, thường được biểu thị bằng phân số của milimet. Độ chính xác của nguồn cấp dữ liệu của 0,02mm Nghe có vẻ ấn tượng trên bảng thông số kỹ thuật, nhưng nó chỉ quan trọng nếu nó được kết hợp với khả năng lặp lại nhất quán qua hàng nghìn chu kỳ chứ không chỉ là một thử nghiệm hiệu chuẩn duy nhất. Hãy hỏi bất kỳ nhà cung cấp nào về dữ liệu sai lệch giữa các chu kỳ trong một lần chạy liên tục thay vì con số chính xác một lần.
Tốc độ uốn so với thông lượng thực
Một máy được xếp hạng cho 60 lần uốn mỗi phút trên một bộ phận hai lần uốn đơn giản sẽ không đạt được con số đó trên dạng 3D 12 lần uốn phức tạp, bởi vì mỗi chuyển động của trục uốn bổ sung sẽ tăng thêm thời gian thiết lập trong chu trình. Thông lượng thực tế phụ thuộc vào độ phức tạp của bộ phận và điểm so sánh hữu ích là thời gian chu kỳ cho một bộ phận đại diện thay vì số lần uốn cong mỗi phút tiêu đề.
Đường kính dây tối đa và phạm vi kéo
Chỉ riêng công suất đường kính không nói lên toàn bộ câu chuyện — một máy được xếp hạng cho dây thép nhẹ 8 mm không nhất thiết được xếp hạng cho dây lò xo cường độ cao 8 mm, vì mô-men xoắn đầu ra của đầu uốn phải vượt qua lực cản của vật liệu chứ không chỉ kích thước vật lý của nó. Phạm vi độ bền kéo, thường được liệt kê trong thông số kỹ thuật mô-men xoắn của động cơ, cần được kiểm tra dựa trên loại vật liệu thực tế đang được vận hành.
Thói quen bảo trì giúp dung sai không bị trôi
Một máy uốn dây có dung sai hoàn hảo vào ngày lắp đặt có thể vượt quá thông số kỹ thuật trong vòng một năm nếu một số điểm hao mòn cụ thể không được kiểm tra. Việc tạo dây tạo ra tiếp xúc mài mòn ở mọi thanh dẫn hướng, con lăn và khuôn, và không giống như nhiều quy trình CNC, sự mài mòn ở đây diễn ra từ từ và dễ bị bỏ sót cho đến khi các bộ phận bắt đầu không được kiểm tra.
Khoảng thời gian kiểm tra được khuyến nghị đối với các điểm mài mòn chịu trách nhiệm lớn nhất về độ lệch dung sai. | thành phần | Khoảng thời gian kiểm tra | Triệu chứng thất bại |
| Con lăn thức ăn | Cứ sau 250.000 chu kỳ | Trượt dây, chiều dài cấp dây không nhất quán |
| Uốn cong chân và chết | Cứ sau 150.000 chu kỳ | Độ lệch góc, ghi bề mặt trên dây |
| Cuộn thẳng | Kiểm tra trực quan hàng tháng | Các bộ phận hoàn thiện cong hoặc lượn sóng |
| Khớp nối động cơ servo | Hàng quý | Phản ứng dữ dội, góc uốn không nhất quán |
Hầu hết thời gian ngừng hoạt động ngoài kế hoạch đều bắt nguồn từ một trong bốn điểm này chứ không phải do lỗi hệ thống điều khiển. Đặc biệt, các con lăn nạp bị mòn nhanh hơn khi chạy dây được phủ mài mòn, chẳng hạn như vật liệu mạ kẽm hoặc sơn, và các cửa hàng hầu như chỉ chạy vật liệu đó nên rút ngắn khoảng thời gian kiểm tra thay vì chờ số chu kỳ tiêu chuẩn.
Quy trình lập trình để thiết lập phần mới
Việc đưa dạng dây mới vào sản xuất trên máy uốn CNC thường tuân theo một trình tự nhất quán và các cửa hàng bỏ qua các bước trong trình tự này là những cửa hàng có nhiều phế liệu nhất trong lần chạy đầu tiên.
Trình tự thiết lập từng bước
- Xác nhận vật liệu dây, đường kính và lô của nhà cung cấp, vì các giá trị bù lò xo được gắn với cả ba
- Nhập hoặc nhập tọa độ uốn từ CAD nếu bộ điều khiển hỗ trợ nhập tệp DXF hoặc STEP
- Chạy thử nghiệm khô ở tốc độ thấp mà không cần dây để xác nhận rằng đầu uốn sẽ loại bỏ tất cả các thiết bị cố định và không va chạm với chính nó
- Tạo mẫu đầu tiên và đo các kích thước quan trọng theo bản vẽ
- Điều chỉnh giá trị bù lò xo dựa trên độ lệch đo được, không phải biểu đồ vật liệu lý thuyết
- Chạy một đợt ngắn từ 10 đến 20 chiếc và kiểm tra tính nhất quán trước khi đưa vào sản xuất đầy đủ
Bước thứ năm đó là bước mà hầu hết thời gian thiết lập sẽ biến mất đối với những người vận hành thiếu kinh nghiệm. Biểu đồ vật liệu đưa ra điểm khởi đầu cho độ đàn hồi, nhưng độ căng cuộn dây thực tế, nhiệt độ môi trường xung quanh và thậm chí cả độ ẩm vào ngày sản xuất sẽ làm thay đổi con số thực một chút. Việc tin tưởng vào mẫu đầu tiên được đo lường dựa trên giá trị trong sách giáo khoa là điều phân biệt giữa thiết lập nhanh và thiết lập chậm.
Câu hỏi thường gặp
Một máy uốn dây CNC có thể thay thế một số máy uốn lò xo chuyên dụng không?
Đối với công việc có khối lượng thấp và trung bình, thường là có, vì một bộ CNC đa trục có thể lưu trữ hàng chục chương trình và chuyển đổi giữa chúng trong vài phút. Đối với việc sản xuất một bộ phận với số lượng cực lớn, một máy cơ khí chuyên dụng vẫn có xu hướng chạy với chi phí mỗi bộ phận thấp hơn sau khi được khấu hao, vì nó có ít bộ phận servo cần bảo trì hơn.
Phạm vi đường kính dây nào đáp ứng hầu hết các nhu cầu sản xuất chung?
Các máy có độ dày khoảng 0,5 mm đến 8 mm xử lý phần lớn các ứng dụng ô tô, điện tử và phần cứng nói chung. Lò xo nặng hơn và dây kết cấu hoạt động trên 8 mm thường yêu cầu máy được chế tạo riêng cho loại đường kính đó, vì con lăn cấp liệu và đầu uốn có kích thước dành cho dây mỏng thiếu mô-men xoắn cho dây dày.
Thông thường mất bao lâu để đào tạo người vận hành máy uốn CNC mới?
Tải phần cơ bản và lựa chọn chương trình có thể được học trong một vài ca. Tạo chương trình độc lập và khắc phục sự cố hồi phục, những kỹ năng quan trọng nhất để xử lý số bộ phận mới mà không cần sự hỗ trợ từ bên ngoài, thường phải mất vài tuần thực hành thực hành để xây dựng sự tự tin thực sự.
Chất lượng cuộn dây có ảnh hưởng đến độ chính xác uốn nhiều như bản thân máy không?
Vâng, đáng kể. Dây có đường kính không nhất quán, nhiệt độ không đều hoặc bộ cuộn dây quá mức có thể tạo ra sự biến đổi uốn cong ngay cả trên một máy được hiệu chỉnh hoàn hảo, vì quá trình uốn giả định hành vi vật liệu nhất quán. Tìm nguồn cung ứng dây từ một nhà cung cấp ổn định thường cải thiện tính nhất quán của bộ phận nhiều như bất kỳ nâng cấp máy nào.
 Language
Language  中文简体
中文简体