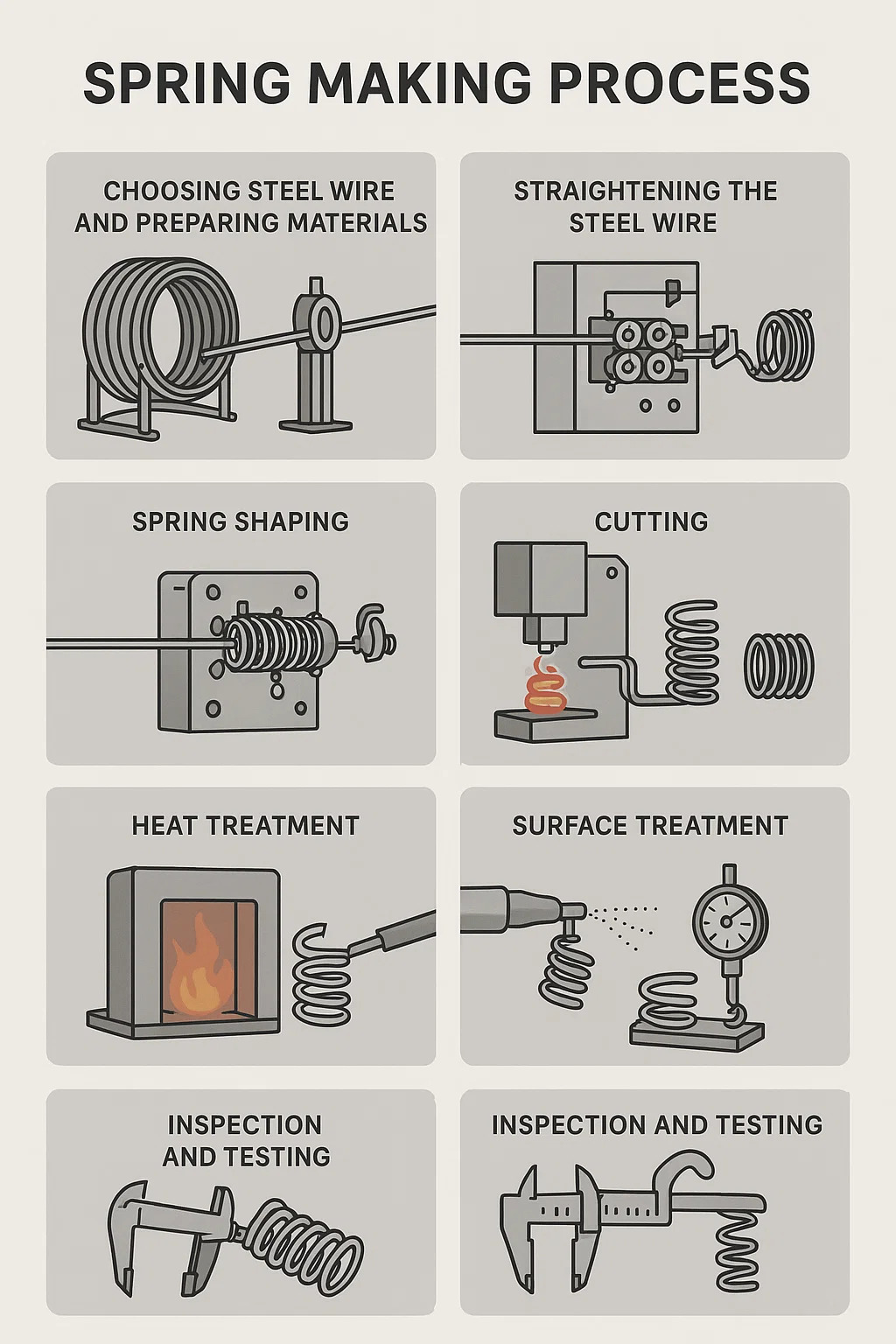
Cốt lõi của làm mùa xuân : uốn dây thép thẳng thành các vòng hoặc hình dạng mong muốn mà vẫn giữ được độ đàn hồi.
• Đầu tiên bạn cần chọn dây thép phù hợp. Dây lò xo có nhiều độ dày khác nhau (đường kính dây) và vật liệu (như thép thông thường, thép không gỉ, dây đàn piano, v.v.). Sự lựa chọn phụ thuộc vào lực mà lò xo cần chịu được và môi trường mà nó sẽ được sử dụng (ví dụ: liệu nó có bị rỉ sét hay không).
• Dây thép mua về thường được cuộn thành cuộn (cuộn) lớn. Trước khi làm lò xo, cuộn dây này phải được đặt trên máy (khung tháo cuộn).
• Dây thép cuộn bị uốn cong và không thể sử dụng trực tiếp để làm lò xo. Máy sẽ luồn dây qua một bộ con lăn làm thẳng (giống như đưa qua vài con lăn nhỏ), ép thẳng.
• Đây là công đoạn quan trọng nhất được thực hiện bằng máy lò xo chuyên dụng. Máy lò xo có nhiều loại nhưng nguyên lý thì giống nhau: uốn thẳng dây thép theo cách đã định sẵn.
• Cấp dây: Máy có hai bánh răng (bánh xe cấp liệu), giống như một băng tải, mỗi lần đưa dây vào một cách chính xác. Chiều dài này xác định số lượng cuộn lò xo, tổng chiều dài, v.v.
• Uốn dây: Trong vùng làm việc của máy có một số dụng cụ uốn có thể di chuyển được (như ngón tay út hoặc thanh trượt). Máy điều khiển các công cụ này:
• Một số dụng cụ quấn dây xung quanh trục gá (trục xoay), tạo thành hình xoắn ốc (cơ sở của lò xo nén/căng).
• Một số dụng cụ đẩy hoặc uốn dây tại những điểm cụ thể để tạo ra các điểm uốn, móc (móc) hoặc các đầu có hình dạng đặc biệt (hình dạng cuối).
• Một số công cụ kiểm soát khoảng cách giữa các cuộn dây xoắn ốc (cao độ).
• Máy kiểu cũ (máy cam): Các máy này dựa vào các bánh xe quay (cam) có hình dạng đặc biệt bên trong để đẩy đòn bẩy, từ đó di chuyển các dụng cụ chấn. Việc điều chỉnh máy cồng kềnh; việc thay đổi hình dạng lò xo đòi hỏi phải thay cam và mất nhiều thời gian điều chỉnh.
• Máy kiểu mới (máy lò xo vi tính/máy lò xo CNC): Đây là loại máy chủ đạo hiện nay. Người vận hành nhập kích thước của lò xo (độ dày, kích thước cuộn dây, số lượng cuộn dây, phương pháp uốn móc, v.v.) lên màn hình máy tính của máy và máy tính (bộ điều khiển) của máy ghi nhớ các hướng dẫn này. Sau đó, nhiều động cơ nhỏ (động cơ servo) trong máy sẽ điều khiển các con lăn cấp dây và từng dụng cụ uốn, uốn dây thép một cách chính xác thành hình dạng mong muốn theo chương trình. Bạn muốn đổi sang loại lò xo khác? Chỉ cần chọn chương trình mới, thay đổi công cụ và mọi việc sẽ được thực hiện nhanh chóng.
• Sau khi hình thành lò xo, dao cắt của máy (giống như một chiếc máy chém nhỏ) ngay lập tức di chuyển, cắt lò xo đã tạo hình từ dây thép phía sau một cách sạch sẽ và gọn gàng.
• Dây thép mới uốn có ứng suất bên trong nên tương đối giòn, kém đàn hồi, dễ đứt. Để làm cho lò xo bền và đàn hồi, hầu hết các lò xo (đặc biệt là những lò xo có dây dày hơn hoặc yêu cầu cao hơn) đều cần được xử lý nhiệt.
• Gia nhiệt: Lò xo được đặt trong lò nung và nung đến nhiệt độ cao nhất định (xuất hiện hơi đỏ).
• Làm nguội: Lò xo được nhúng nhanh vào dầu hoặc nước để làm nguội và làm cứng dây thép.
• Ủ: Hâm nóng đến nhiệt độ thấp hơn một chút, giữ trong một khoảng thời gian rồi để nguội. Bước này rất quan trọng; nó giải phóng ứng suất, tạo cho lò xo cả độ cứng và độ dẻo dai (ít bị gãy hơn), dẫn đến độ đàn hồi tuyệt vời. Lò xo không được xử lý nhiệt dễ bị biến dạng hoặc gãy.
• Tùy thuộc vào mục đích sử dụng của lò xo, có thể cần các phương pháp xử lý bề mặt khác nhau:
• Bắn Peening/Shot Blasting: Sử dụng bi thép nhỏ tốc độ cao để nổ bề mặt lò xo giúp loại bỏ rỉ sét và gờ, đồng thời tăng cường bề mặt (ứng suất nén), tăng tuổi thọ của nó.
• Mạ điện/Làm đen: Mạ bề mặt lò xo bằng kẽm, niken, crom, v.v. hoặc xử lý đen, chủ yếu để chống gỉ và cải thiện vẻ ngoài.
• Lớp phủ: Phun lên lớp sơn hoặc lớp nhựa để chống rỉ sét.
• Cuối cùng, lò xo hoàn thiện phải được kiểm tra:
• Kích thước: Đo tổng chiều dài, đường kính ngoài, đường kính trong, đường kính dây, góc móc, v.v. để đảm bảo đáp ứng các thông số kỹ thuật.
• Kiểm tra độ đàn hồi: Sử dụng máy chuyên dụng để nén hoặc kéo căng lò xo để xem cần bao nhiêu lực để nén/kéo nó đến chiều dài quy định (kiểm tra độ đàn hồi), và liệu nó có bị đứt khi bị nén/kéo căng hoàn toàn hay không (lấy mẫu kiểm tra độ mỏi).
• Kiểm tra bề mặt: Kiểm tra các vết nứt, vết trầy xước nghiêm trọng, vết rỉ sét, v.v.

TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK12120 MÁY CUỘN LÒ XO CNC 12AXES TK-12120 ...
See Details


TK-5200 MÁY CUỘN LÒ XO CNC 5AXES TK-5200 ...
See Details
TK-5160 MÁY CUỘN LÒ XO CNC 5AXES TK-5160 ...
See Details
TK-5120 MÁY CUỘN LÒ XO CNC 5AXES TK-5120 ...
See DetailsMã QR di động

 Language
Language  中文简体
中文简体

