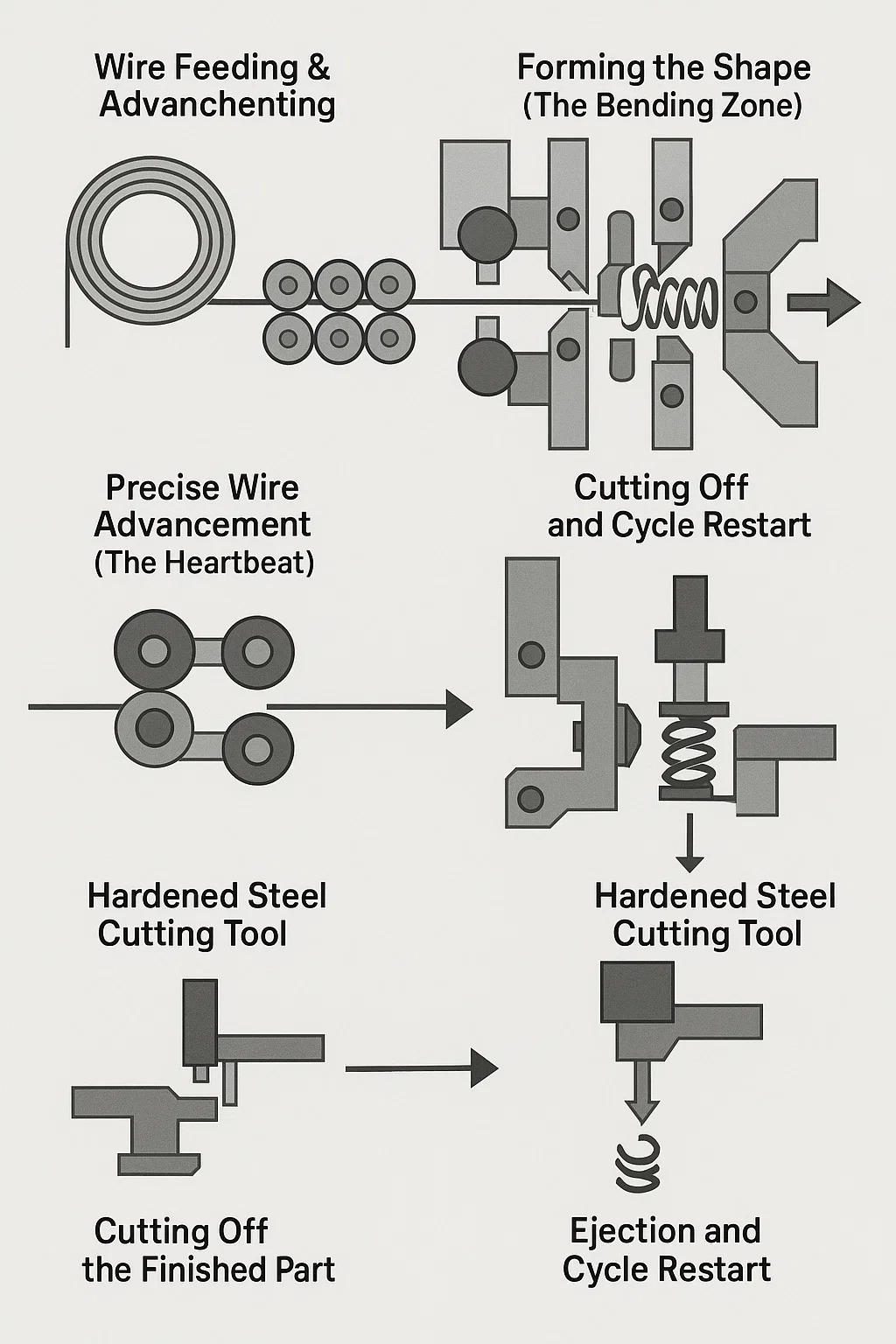
Máy lò xo biến đổi dây kim loại cuộn thành lò xo hoặc dạng dây thông qua một chuỗi hành động cơ học chính xác. Đây là cách họ hoạt động:
Dây cuộn được gắn trên một cuộn quay thanh toán phía sau máy.
Dây dẫn vào một bộ con lăn làm thẳng (thường có 5-10 con lăn thép cứng được bố trí xen kẽ). Khi dây đi qua, các con lăn này sẽ tạo áp lực được kiểm soát để loại bỏ bất kỳ đường cong hoặc nút thắt nào khỏi bộ nhớ cuộn dây, tạo ra dây thẳng hoàn hảo đi vào khu vực tạo hình.
Dây thẳng đi qua giữa một cặp con lăn cấp liệu có khía mạnh mẽ.
Một động cơ servo (trong máy CNC) hoặc cơ cấu dẫn động bằng cam (trong máy cơ khí) sẽ quay các con lăn này một cách không liên tục. Mỗi vòng quay sẽ đẩy một đoạn dây có chiều dài được tính toán chính xác về phía trước vào dụng cụ tạo hình. Chiều dài cấp liệu chính xác này xác định các tính năng quan trọng như chiều dài tổng thể của lò xo và khoảng cách cuộn dây.
Khi dây tiến lên, nó sẽ di chuyển vào khu vực tạo hình nơi đặt nhiều công cụ tạo hình (còn gọi là công cụ, ngón tay hoặc thanh trượt).
Những dụng cụ này được gắn trên các trụ dụng cụ chắc chắn xung quanh trục trung tâm (trục gá) hoặc chốt tạo hình để xác định đường kính trong.
Cam (Cơ khí) hoặc servo (CNC): Ra lệnh cho chuỗi chuyển động:
Máy cơ khí: Cam quay cần đẩy hoặc kéo vật lý được kết nối với dụng cụ tạo hình thông qua các liên kết. Mỗi biên dạng cam điều khiển thời gian và khoảng cách mà một dao di chuyển vào trong hoặc ra ngoài.
Máy CNC: Các động cơ servo riêng lẻ trực tiếp điều khiển từng công cụ tạo hình một cách độc lập. Một chương trình máy tính kiểm soát chính xác vị trí, tốc độ và thời gian của mọi chuyển động của dụng cụ.
Các thao tác uốn: Khi dây đi vào đúng vị trí:
Một dụng cụ có thể đập sang một bên để tạo ra chỗ uốn cong hoặc độ lệch.
Một dụng cụ khác có thể xoay mạnh để quấn dây quanh trục, tạo thành một cuộn dây.
Dụng cụ có thể ấn theo chiều dọc để tạo vòng hoặc móc ở hai đầu.
Công cụ cao độ có thể di chuyển đồng bộ với nguồn cấp dữ liệu để kiểm soát khoảng cách giữa các cuộn dây khi chúng quấn.
Nhiều công cụ hoạt động phối hợp nhanh chóng để dần dần uốn dây thành hình dạng phức tạp mong muốn.
Sau khi uốn cong cuối cùng được hình thành, một dụng cụ cắt bằng thép cứng (thường là lưỡi dao hoặc máy chém) sẽ được kích hoạt.
Nó di chuyển nhanh chóng và mạnh mẽ chống lại một cái đe hoặc lưỡi cố định, cắt sạch phần lò xo hoặc dây đã tạo thành khỏi nguồn cấp dây còn lại.
Thời gian cắt được đồng bộ chính xác với thời điểm kết thúc chu trình tạo hình.
Sau khi cắt, bộ phận đã tạo hình được để rơi theo trọng lực xuống máng hoặc được đẩy nhẹ ra khỏi vùng tạo hình bằng dụng cụ rút lại.
Dụng cụ tạo hình đồng thời rút về vị trí "nhà" của chúng.
Các con lăn cấp liệu ngay lập tức tiến tới chiều dài dây chính xác tiếp theo.
Chu trình lặp lại liên tục ở tốc độ cao (có thể là hàng trăm bộ phận mỗi phút).

TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MÁY CUỘN LÒ XO CNC 12 TRỤC ...
See Details
TK12120 MÁY CUỘN LÒ XO CNC 12AXES TK-12120 ...
See Details


TK-5200 MÁY CUỘN LÒ XO CNC 5AXES TK-5200 ...
See Details
TK-5160 MÁY CUỘN LÒ XO CNC 5AXES TK-5160 ...
See Details
TK-5120 MÁY CUỘN LÒ XO CNC 5AXES TK-5120 ...
See DetailsMã QR di động

 Language
Language  中文简体
中文简体

